
Tu carrito
Your cart is empty
Continue shoppingMenú de cajones

Una calibración de retracción ajusta cuánto y a qué velocidad retira el extrusor el filamento durante los desplazamientos, eliminando los finos «hilos» (stringing) que quedan entre las distintas partes de una impresión. Imprimes una pieza de prueba, ajustas la distancia de retracción según los hilos que veas y repites hasta que la pieza salga limpia. Este es el método completo.
El objetivo del test de retracción es lograr una pieza más limpia, sin residuos de material en las zonas de desplazamiento del hotend. Los parámetros del laminador que influyen en este test son principalmente la velocidad y la distancia de retracción. Para mejores resultados, realiza este test después de calibrar la temperatura y el flujo, ya que ambos afectan a los hilos.
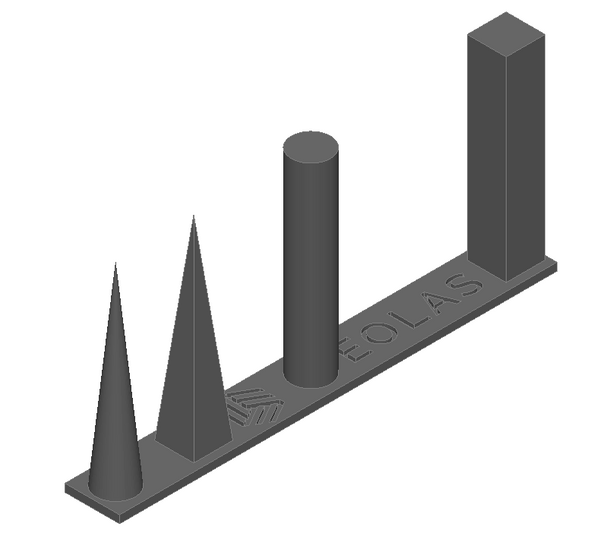
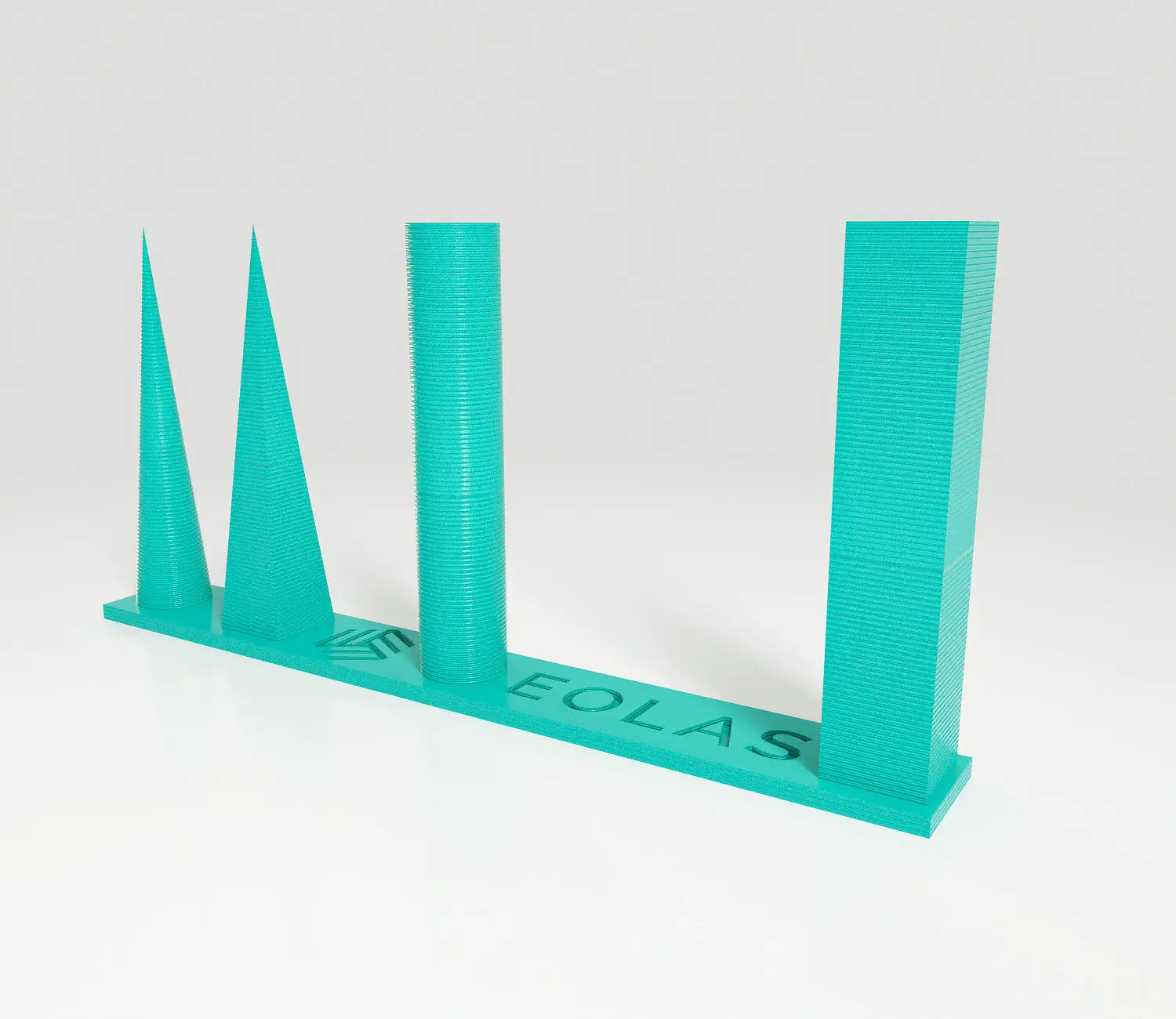
Descargamos la siguiente pieza (Retraccion_Test) y ajustamos los parámetros de impresión de la siguiente manera:
| Extrusión | Distancia | Velocidad | Impresora 3D |
| Bowden corto | 4 mm | 40 mm/s |
Ender 3 o similar |
| Bowden largo | 4 mm | 40 mm/s |
CR10, Tevo Tornado o similar |
| Directa | 1 mm | 35 mm/s |
Prusa MK3s, Artillery X1 o similar |
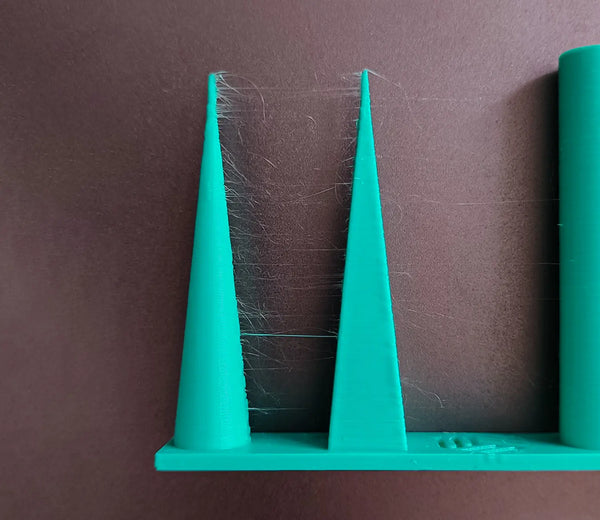
Con la pieza terminada, observamos la cantidad de «hilos» que se han generado entre las distintas formas (imagen siguiente). A continuación, ajustamos la distancia de retracción:
Imprimimos la pieza de nuevo usando los nuevos datos de retracción y comprobamos. A continuación, repetimos esta iteración varias veces hasta que no haya hilos entre las formas de la pieza y los valores de retracción sean lo más conservadores posible (cuanto más bajos, mejor).
En el siguiente ejemplo, tras varias iteraciones con una Prusa MK3S se han obtenido los siguientes parámetros de retracción: 35 mm/s y 0,9 mm con una temperatura de 205 grados y una boquilla de 0,4 mm.
La retracción es cuando el extrusor retira brevemente el filamento durante un desplazamiento (cuando la boquilla se mueve sin imprimir). Esto alivia la presión en la boquilla para que el plástico fundido no rezume y deje hilos entre las partes de la impresión.
Depende de tu tipo de extrusor. Las configuraciones Bowden suelen necesitar más (en torno a 4 mm para empezar) por el largo tubo de PTFE, mientras que la tracción directa necesita mucho menos (en torno a 1 mm). Parte de esos valores y baja hasta la menor distancia que siga imprimiendo limpio.
Los hilos suelen ser una combinación de filamento húmedo, temperatura demasiado alta y retracción insuficiente. Seca primero el filamento, ajusta la temperatura con una torre de temperatura y luego calibra la distancia y la velocidad de retracción con este test. Las temperaturas más bajas y una retracción adecuada son las palancas más importantes.
Después. La temperatura y el flujo influyen en cuánto se forman hilos, así que calibra primero esos (torre de temperatura y luego test de flujo) y realiza el test de retracción al final, usando esos ajustes.
Sobre el autor
Sergio Peciña es Ingeniero Eléctrico y Electrónico titulado e Ingeniero de Diseño Técnico de Eolas Prints, con más de 10 años de experiencia en impresión 3D. Fundó los espacios maker de la Universidad de La Rioja y del IDIVAL en Santander. Todos los filamentos de Eolas Prints se fabrican en sus instalaciones de Cantabria, España, conforme a las normas ISO 9001 e ISO 14001.
Una retracción limpia empieza con filamento consistente: compra PLA | PETG: tolerancia de ±0,05 mm, fabricados en España. Consulta más guías de calibración en nuestro centro de resolución de problemas y calibración.



