
Tu carrito
Your cart is empty
Continue shoppingMenú de cajones

Una calibración de flujo (multiplicador de extrusión) corrige pequeñas variaciones en el diámetro del filamento para que tu impresora deposite exactamente la cantidad correcta de plástico, corrigiendo la subextrusión y la sobreextrusión. Imprimes un cubo de paredes finas, mides las paredes y aplicas una fórmula sencilla para obtener tu porcentaje de flujo. Este es el método completo.
NOTA: Para que esta calibración de flujo funcione correctamente, primero debes tener el extrusor correctamente calibrado (los llamados e-steps o pasos). Consulta antes nuestra guía de calibración del extrusor si todavía no lo has hecho. La calibración de flujo se hace mejor después de una torre de temperatura, ya que imprimirás este test a la temperatura ideal de tu material.
Descargamos la siguiente pieza (Flow_Test) y ajustamos los parámetros de impresión de la siguiente manera:
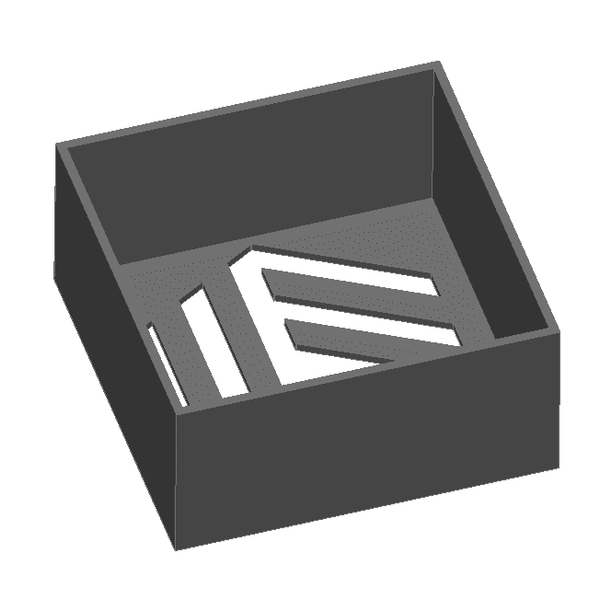
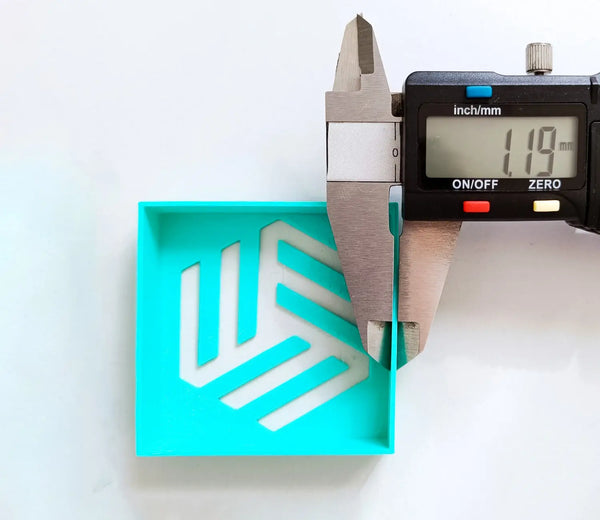
Usamos un calibre para medir el grosor de las cuatro paredes del cubo y luego calculamos la media aritmética de estos valores para determinar las dimensiones de la pieza.
Con el valor obtenido aplicamos la siguiente fórmula:
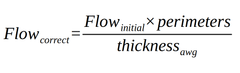
Introducimos el valor obtenido en el laminador y habremos calibrado el flujo de nuestra impresora 3D.
En la pieza de ejemplo se han obtenido los siguientes valores: 1,19 mm, 1,22 mm, 1,21 mm y 1,21 mm. Así que, usando la fórmula anterior, obtenemos un flujo correcto de:
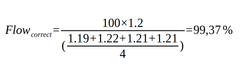
Redondeando, este valor del 99% se usará como el flujo correcto para futuras impresiones.
El flujo, también llamado multiplicador de extrusión, es un ajuste del laminador que escala cuánto filamento empuja la impresora. Al 100% la impresora extruye la cantidad calculada; calibrarlo corrige pequeñas variaciones del diámetro del filamento para evitar la sub o la sobreextrusión.
Imprime un cubo de calibración de paredes finas con la retracción desactivada y el flujo al 100%, mide las cuatro paredes con un calibre, promédialas y divide el grosor de pared objetivo entre tu media medida. Multiplica tu flujo actual por esa proporción para obtener el valor corregido.
Primero la temperatura. Haz una torre de temperatura para encontrar la temperatura de boquilla ideal de tu filamento y luego imprime el test de flujo a esa temperatura: el flujo es sensible a la temperatura, así que calibrar en el orden incorrecto da resultados engañosos.
Idealmente sí, al menos por tipo de material y marca. Distintos polímeros, e incluso distintos colores, pueden tener diámetros y comportamientos de flujo ligeramente diferentes. Con un filamento consistente y de tolerancia ajustada (±0,05 mm) las diferencias son pequeñas, pero una comprobación rápida por cada nuevo tipo de bobina es una buena práctica.
Sobre el autor
Sergio Peciña es Ingeniero Eléctrico y Electrónico titulado e Ingeniero de Diseño Técnico de Eolas Prints, con más de 10 años de experiencia en impresión 3D. Fundó los espacios maker de la Universidad de La Rioja y del IDIVAL en Santander. Todos los filamentos de Eolas Prints se fabrican en sus instalaciones de Cantabria, España, conforme a las normas ISO 9001 e ISO 14001.
Calibra con filamento consistente y de tolerancia ajustada: compra PLA | PETG: tolerancia de ±0,05 mm, fabricados en España. Consulta más guías de calibración en nuestro centro de resolución de problemas y calibración.



