
Votre panier
Your cart is empty
Continue shoppingMenu du tiroir

Une calibration de la rétraction ajuste à quelle distance et à quelle vitesse l'extrudeur retire le filament pendant les déplacements, éliminant les fins « fils » (stringing) laissés entre les différentes parties d'une impression. Vous imprimez une pièce de test, ajustez la distance de rétraction selon les fils que vous observez et répétez jusqu'à ce que la pièce sorte propre. Voici la méthode complète.
L'objectif du test de rétraction est d'obtenir une pièce plus propre, sans résidus de matière dans les zones de déplacement du hotend. Les paramètres du trancheur qui influencent ce test sont principalement la vitesse et la distance de rétraction. Pour de meilleurs résultats, effectuez ce test après avoir calibré la température et le débit, car les deux influencent les fils.
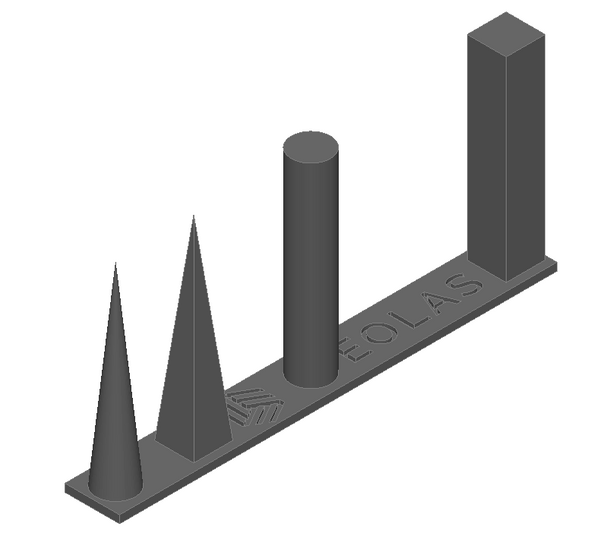
Nous téléchargeons la pièce suivante (Retraccion_Test) et nous ajustons les paramètres d'impression comme suit :
| Extrusion | Distance | Vitesse | Imprimante 3D |
| Bowden court | 4 mm | 40 mm/s |
Ender 3 ou similaire |
| Bowden long | 4 mm | 40 mm/s |
CR10, Tevo Tornado ou similaire |
| Directe | 1 mm | 35 mm/s |
Prusa MK3s, Artillery X1 ou similaire |
Avec la pièce terminée, nous observons la quantité de « fils » générés entre les différentes formes (image suivante). Ensuite, nous ajustons la distance de rétraction :
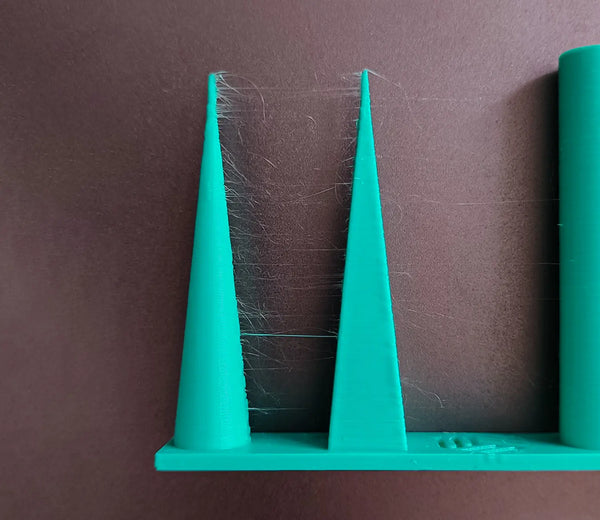
Nous réimprimons la pièce en utilisant les nouvelles données de rétraction et nous vérifions. Ensuite, nous répétons cette itération plusieurs fois jusqu'à ce qu'il n'y ait plus de fils entre les formes de la pièce et que les valeurs de rétraction soient les plus conservatrices possible (plus elles sont basses, mieux c'est).
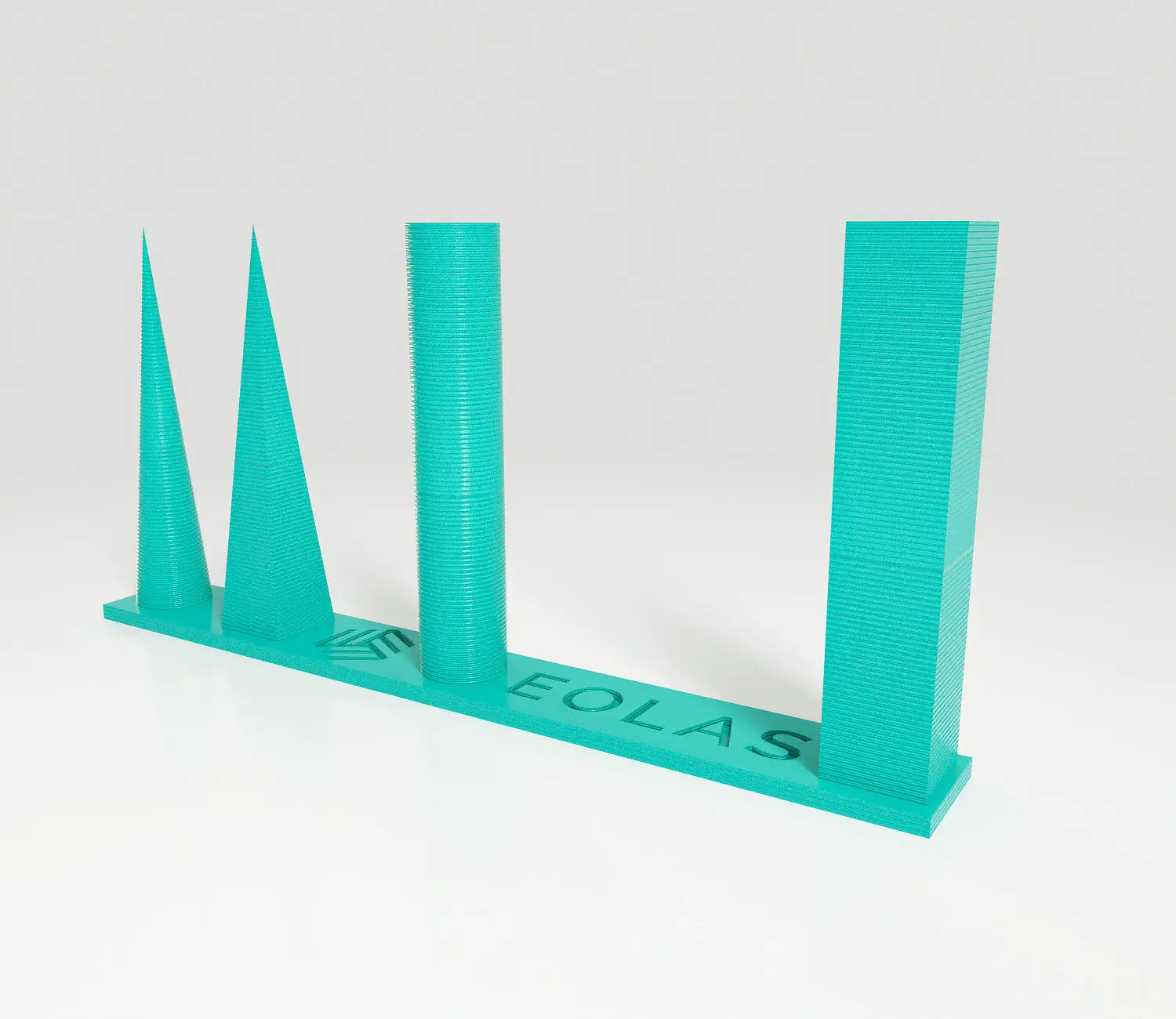
Dans l'exemple suivant, après plusieurs itérations avec une Prusa MK3S, les paramètres de rétraction suivants ont été obtenus : 35 mm/s et 0,9 mm avec une température de 205 degrés et une buse de 0,4 mm.
La rétraction, c'est lorsque l'extrudeur retire brièvement le filament pendant un déplacement (quand la buse se déplace sans imprimer). Cela relâche la pression dans la buse pour que le plastique fondu ne suinte pas et ne laisse pas de fils entre les parties de l'impression.
Cela dépend de votre type d'extrudeur. Les configurations Bowden ont généralement besoin de plus (environ 4 mm pour commencer) à cause du long tube PTFE, tandis que l'entraînement direct a besoin de beaucoup moins (environ 1 mm). Partez de ces valeurs et descendez jusqu'à la plus petite distance qui imprime encore proprement.
Le stringing est généralement une combinaison de filament humide, de température trop élevée et de rétraction insuffisante. Séchez d'abord le filament, réglez la température à partir d'une tour de température, puis calibrez la distance et la vitesse de rétraction avec ce test. Des températures plus basses et une rétraction adéquate sont les leviers les plus importants.
Après. La température et le débit influencent tous deux la quantité de fils, donc calibrez-les d'abord (tour de température, puis test de débit) et effectuez le test de rétraction en dernier, en utilisant ces réglages.
À propos de l'auteur
Sergio Peciña est ingénieur électrique et électronique diplômé et ingénieur en conception technique chez Eolas Prints, avec plus de 10 ans d'expérience en impression 3D. Il a fondé les espaces maker de l'Université de La Rioja et de l'IDIVAL à Santander. Tous les filaments d'Eolas Prints sont fabriqués dans ses ateliers de Cantabrie, en Espagne, selon les normes ISO 9001 et ISO 14001.
Une rétraction propre commence avec un filament constant : achetez du PLA | PETG : tolérance de ±0,05 mm, fabriqués en Espagne. Consultez d'autres guides de calibration dans notre centre de dépannage et de calibration.



