
Votre panier
Your cart is empty
Continue shoppingMenu du tiroir

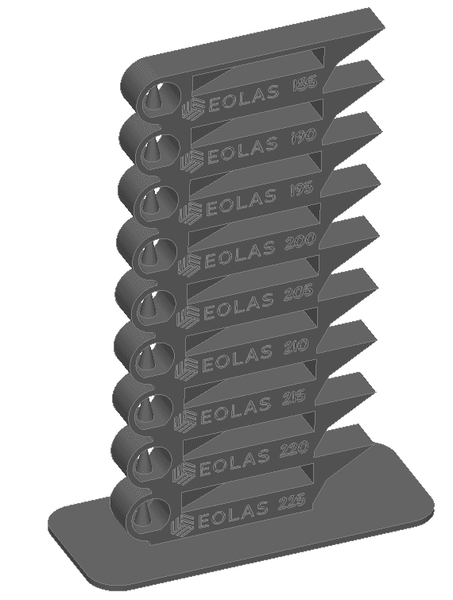
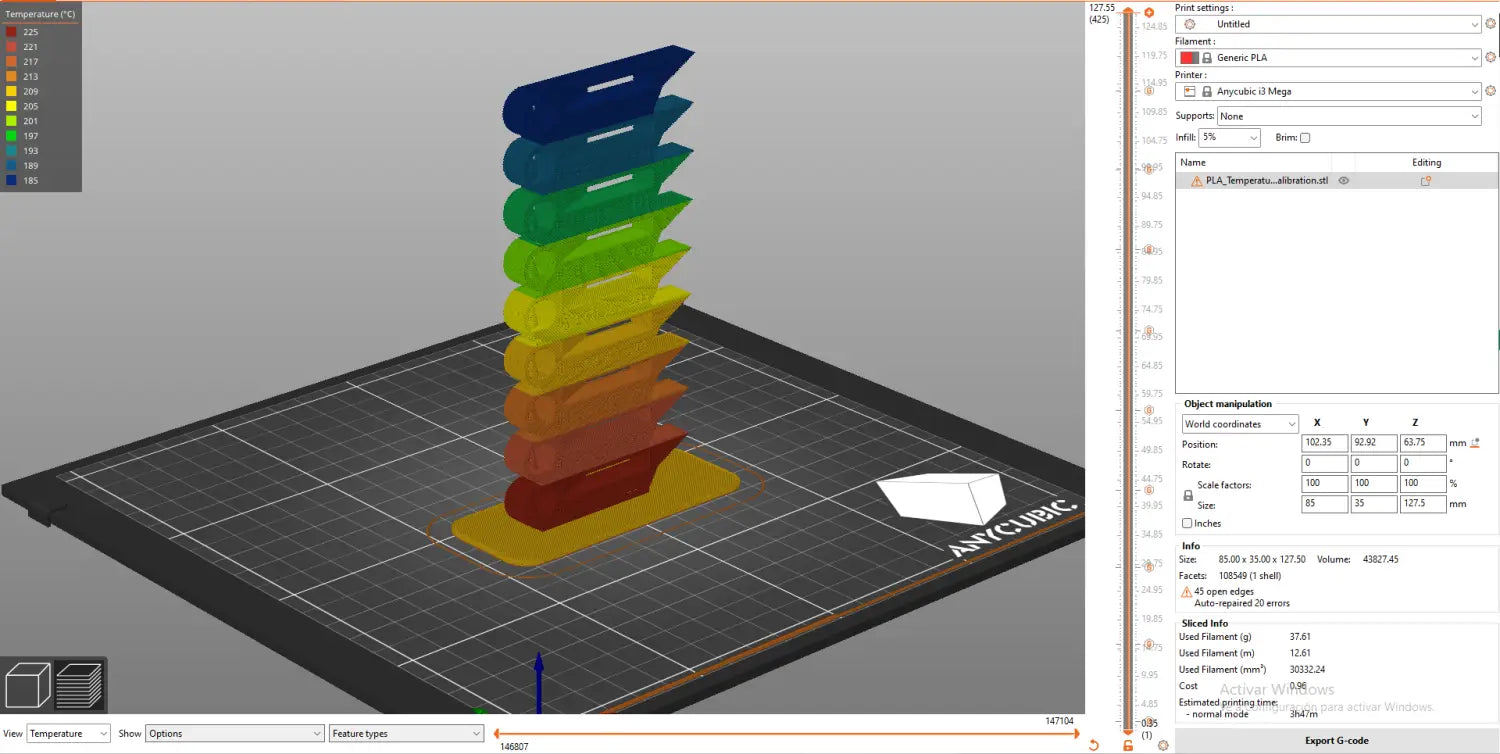
Une tour de température trouve la température de buse idéale d'un filament en imprimant une seule pièce dont la température diminue par paliers tous les quelques centimètres. Vous l'imprimez, vous examinez chaque palier à la recherche des ponts, porte-à-faux et détails les plus propres, et vous relevez la meilleure température. Faites ce test en premier — avant le débit et la rétraction — chaque fois que vous essayez un nouveau matériau.
Ce test fournit l'un des principaux paramètres d'impression de tout filament : sa température d'extrusion. La pièce est étagée et la température d'extrusion varie progressivement par paliers de 5 degrés. Comme chaque matériau a son propre optimum, il existe des pièces distinctes par matériau : elles sont pratiquement identiques, seule la plage de température diffère pour une lecture plus facile. Suivez les étapes ci-dessous.
Téléchargez la pièce appropriée pour le matériau (PLA, TPU, PETG) à tester et ajustez les paramètres d'impression comme suit :
Dans le trancheur, nous adapterons le gcode pour faire varier la température automatiquement. Cela dépend du trancheur utilisé ; nous utiliserons ici deux des plus courants : CURA et PrusaSlicer.
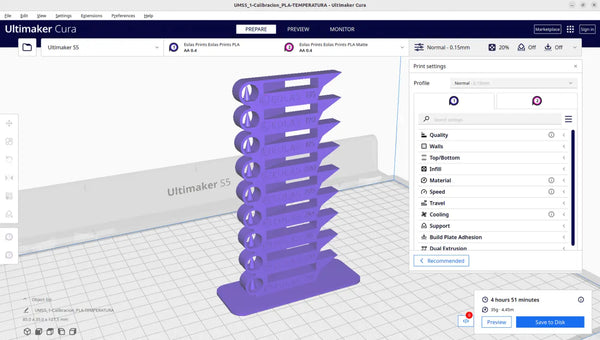
Nous tranchons la pièce avec les paramètres ci-dessus et cliquons sur Extensions → Post-traitement → Modifier le GCODE. La fenêtre contextuelle suivante apparaîtra :
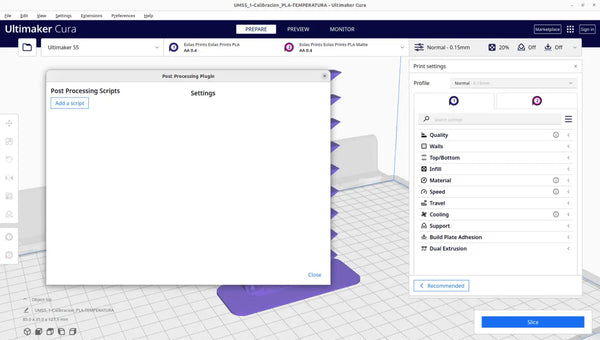
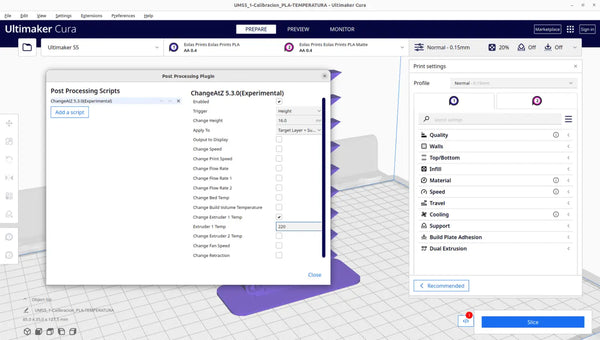
Cliquez sur ajouter un script et ajoutez "ChangeAtZ" puis cochez l'option "Change extruder 1 Temp", c'est là que nous saisirons la température du deuxième palier. Nous saisissons aussi la hauteur de 16 mm, là où le premier palier se termine et le deuxième commence, c'est-à-dire l'endroit où nous voulons le changement de température. Veillez à sélectionner l'option "couches successives" du menu déroulant "Apply to" afin d'appliquer l'effet à plusieurs couches.
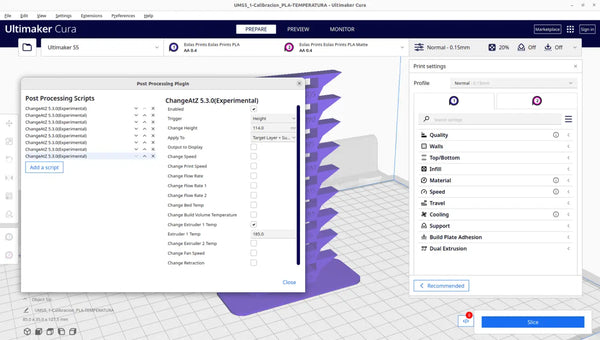
Nous ajoutons autant de scripts qu'il y a de paliers dans la pièce, en tenant compte du fait que le premier palier se termine à 16 mm et que les autres paliers mesurent 14 mm.
Nous tranchons de nouveau la pièce et elle est prête pour le changement de température à chaque palier.
Comme vous pouvez le voir sur l'image, à gauche des informations d'impression, il y a un carré blanc avec un cercle rouge contenant un nombre qui indique combien de modificateurs sont actifs à ce moment-là.
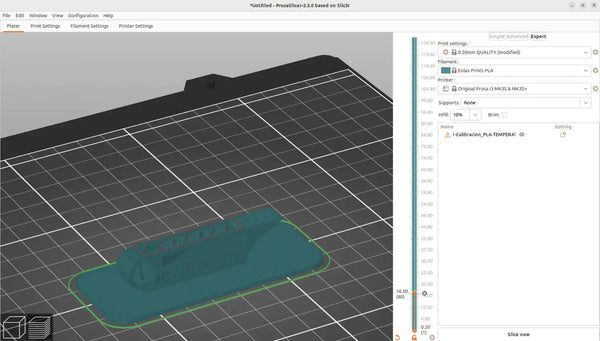
Nous tranchons la pièce avec les paramètres mentionnés ci-dessus.
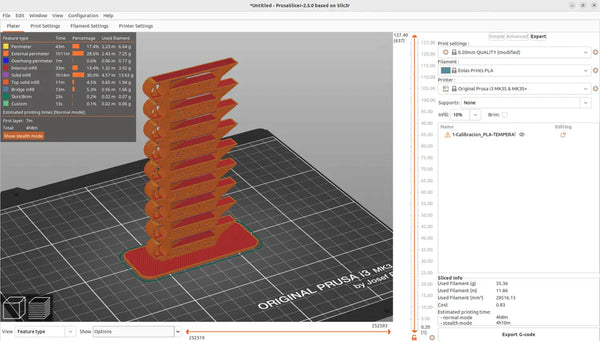
Après avoir tranché la pièce, le gcode est modifié à l'aide de la barre verticale orange à droite de l'affichage.
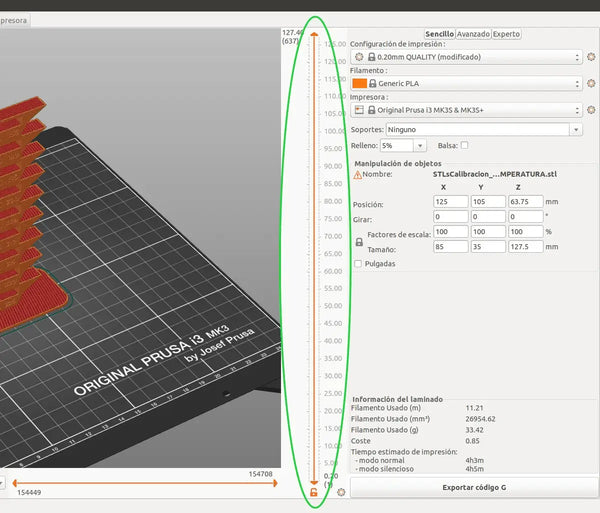
En déplaçant la flèche supérieure, nous la plaçons à la position du changement de palier de température (16 mm).
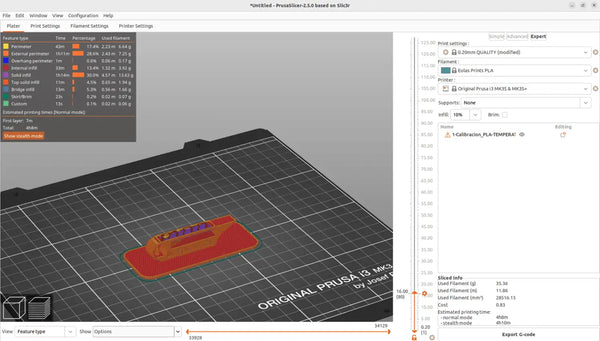
En faisant un clic droit sur l'hexagone à côté de la flèche, un menu apparaîtra dans lequel vous devez sélectionner l'option "Add custom G-code". La fenêtre contextuelle suivante s'ouvrira :
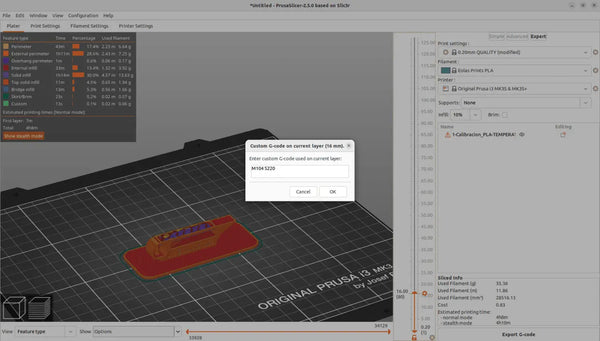
Dans la fenêtre, écrivez la commande de changement de température, qui est M104, puis indiquez la nouvelle température, qui s'écrit au format numérique en plaçant un "S" devant le nombre. Par exemple, dans le cas du PLA, à ce premier palier la température doit être changée à 220 degrés, donc le code à saisir serait : M104 S220.
Après avoir saisi le code, cliquez sur accepter et nous pouvons voir que la couche dans laquelle le modificateur a été saisi a changé de couleur pour indiquer qu'un paramètre a été modifié.
La même procédure est utilisée pour changer la température à tous les paliers suivants. Autrement dit, on sélectionne la couche du changement de palier et on ajoute une modification de température.
Lorsque nous avons modifié toutes les températures, tranchez à nouveau pour que les changements soient enregistrés dans le code G que nous enverrons à la machine.
Une fois l'impression de la tour de température terminée, nous observons les différents paliers en prêtant attention aux questions suivantes :
Après avoir analysé tous les paliers, nous sélectionnons celui qui se comporte le mieux dans ces situations et la température qui y est indiquée sera la température optimale pour le matériau analysé.
Une tour de température est une seule impression de calibration divisée en sections empilées, chacune imprimée à une température de buse différente (généralement par paliers de 5°C). En examinant quelle section présente les ponts, porte-à-faux et la surface les plus propres, vous identifiez la température d'impression optimale pour ce filament.
Dans Cura, utilisez le script de post-traitement ChangeAtZ pour définir une nouvelle température à chaque hauteur de palier. Dans PrusaSlicer, faites un clic droit sur la couche à chaque limite de palier et ajoutez une commande de G-code personnalisée : M104 S suivi de la température (par exemple, M104 S220 pour 220°C).
Choisissez le palier au meilleur résultat global : ponts propres sur le trou central, porte-à-faux nets à 15/30/60°, zones arrondies lisses et lettres nettes. Si deux paliers se ressemblent, la température la plus basse est généralement le meilleur choix pour moins de fils.
Une fois votre température idéale obtenue, calibrez ensuite le débit, puis la rétraction. Les trois reposent sur un extrudeur correctement calibré.
À propos de l'auteur
Sergio Peciña est ingénieur électrique et électronique diplômé et ingénieur en conception technique chez Eolas Prints, avec plus de 10 ans d'expérience en impression 3D. Il a fondé les espaces maker de l'Université de La Rioja et de l'IDIVAL à Santander. Tous les filaments d'Eolas Prints sont fabriqués dans ses ateliers de Cantabrie, en Espagne, selon les normes ISO 9001 et ISO 14001.
Obtenez des résultats constants avec un filament constant : achetez du PLA | PETG | TPU : tolérance de ±0,05 mm, fabriqués en Espagne. Consultez d'autres guides de calibration dans notre centre de dépannage et de calibration.



