
Tu carrito
Your cart is empty
Continue shoppingMenú de cajones

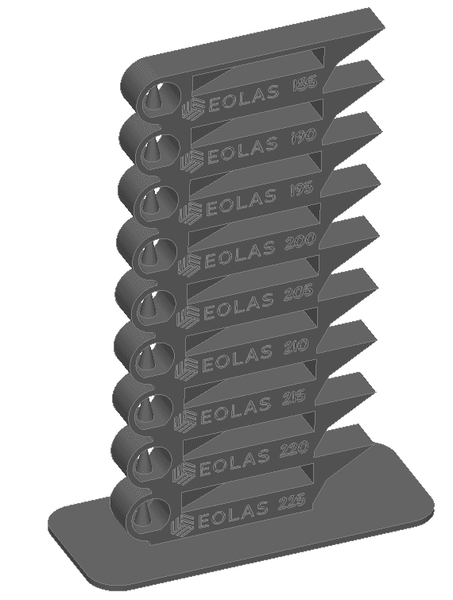
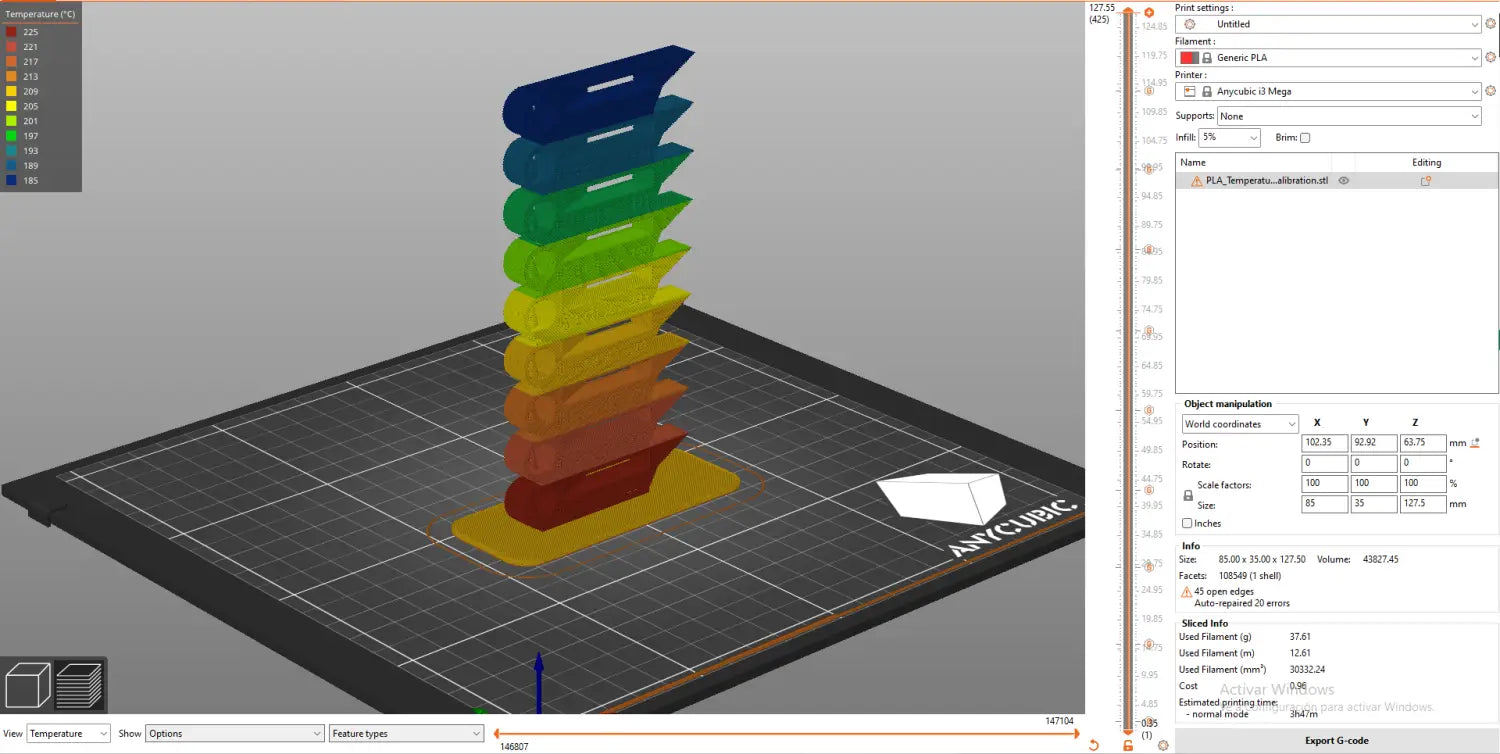
Una torre de temperatura encuentra la temperatura de boquilla ideal de un filamento imprimiendo una sola pieza cuya temperatura disminuye por tramos cada pocos centímetros. La imprimes, observas cada tramo buscando los puentes, voladizos y detalle más limpios, y anotas la mejor temperatura. Haz este test primero — antes que el flujo y la retracción — cada vez que pruebes un material nuevo.
Este test proporciona uno de los principales parámetros de impresión de cualquier filamento: su temperatura de extrusión. La pieza es escalonada y la temperatura de extrusión varía progresivamente en tramos de 5 grados. Como cada material tiene su óptimo, hay piezas distintas por material: son prácticamente idénticas, solo cambia el rango de temperatura para una lectura más fácil. Sigue los pasos a continuación.
Descarga la pieza adecuada para el material (PLA, TPU, PETG) que vas a probar y ajusta los parámetros de impresión de la siguiente manera:
En el laminador adaptaremos el gcode para variar la temperatura automáticamente. Esto depende del laminador que se vaya a usar; aquí usaremos dos de los más utilizados: CURA y PrusaSlicer.
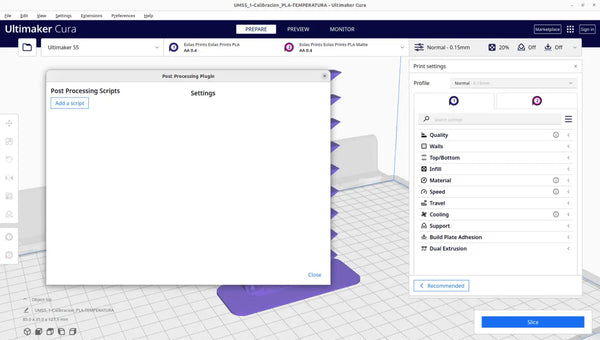
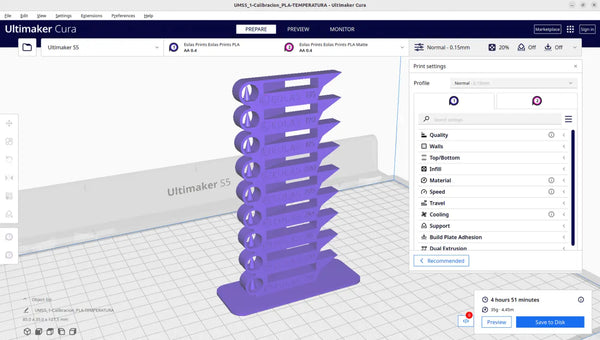
Laminamos la pieza con los parámetros anteriores y hacemos clic en Extensiones → Posprocesamiento → Modificar GCODE. Aparecerá la siguiente ventana emergente:
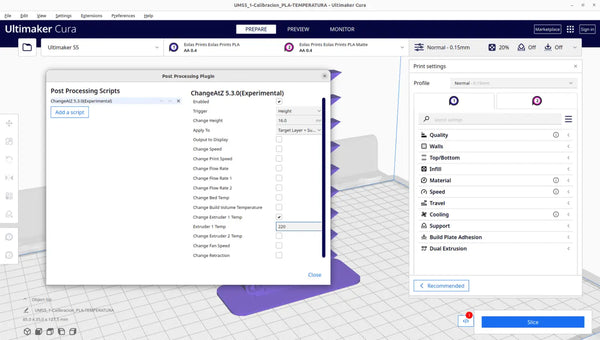
Haz clic en añadir script y añade "ChangeAtZ" y marca la opción "Change extruder 1 Temp", que es donde introduciremos la temperatura del segundo tramo. También introducimos la altura de 16 mm, que es donde termina el primer tramo y empieza el segundo, es decir, el lugar donde queremos el cambio de temperatura. Asegúrate de seleccionar la opción "capas sucesivas" del menú desplegable "Apply to" para aplicar el efecto a varias capas.
Añadimos tantos scripts como tramos tenga la pieza, teniendo en cuenta que el primer tramo termina a 16 mm y los demás tramos miden 14 mm.
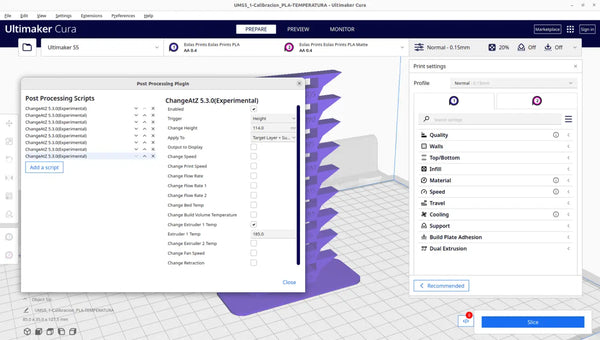
Laminamos la pieza de nuevo y queda lista para el cambio de temperatura en cada tramo.
Como puedes ver en la imagen, a la izquierda de la información de impresión hay un cuadrado blanco con un círculo rojo con un número que indica cuántos modificadores tenemos activos en ese momento.
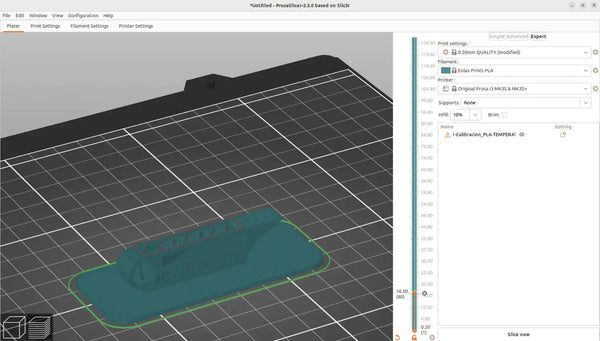
Laminamos la pieza con los parámetros mencionados anteriormente.
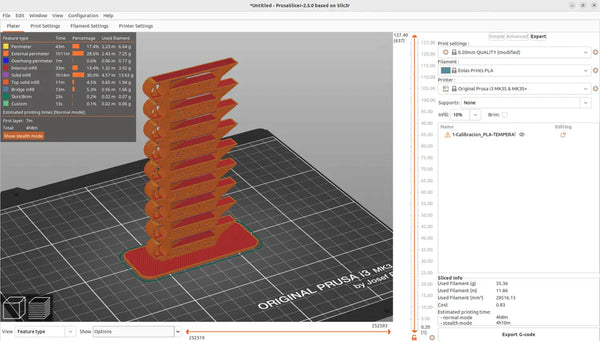
Tras laminar la pieza, el gcode se modifica usando la barra vertical naranja a la derecha de la pantalla.
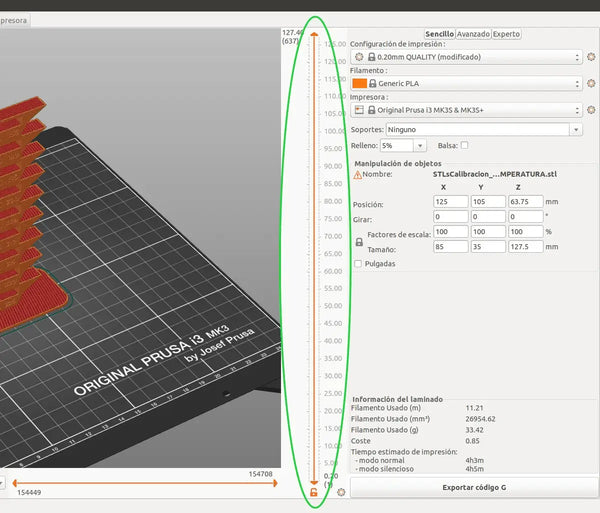
Moviendo la flecha superior, la colocamos en la posición del cambio de tramo de temperatura (16 mm).
Haciendo clic derecho en el hexágono junto a la flecha, aparecerá un menú en el que hay que seleccionar la opción "Add custom G-code". Se abrirá la siguiente ventana emergente:
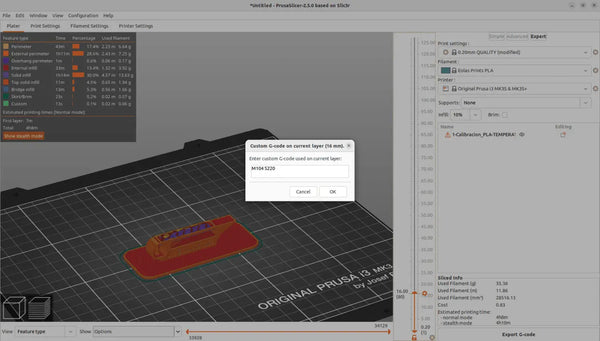
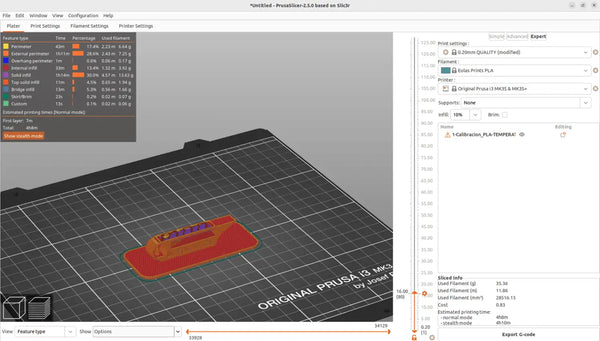
En la ventana escribe el comando de cambio de temperatura, que es M104, y luego indica la nueva temperatura, que se escribe en formato numérico colocando una "S" delante del número. Por ejemplo, en el caso del PLA, en este primer tramo la temperatura debería cambiarse a 220 grados, así que el código a introducir sería: M104 S220.
Tras introducir el código, haz clic en aceptar y veremos que la capa en la que se ha introducido el modificador ha cambiado de color para indicar que se ha modificado algún parámetro.
El mismo procedimiento se usa para cambiar la temperatura en todos los tramos siguientes. Es decir, se selecciona la capa del cambio de tramo y se añade una modificación de temperatura.
Cuando hayamos modificado todas las temperaturas, lamina de nuevo para que los cambios se guarden en el código G que enviaremos a la máquina.
Una vez terminada la impresión de la torre de temperatura, observamos los distintos tramos prestando atención a las siguientes cuestiones:
Tras analizar todos los tramos, seleccionamos el que mejor se comporta en estas situaciones y la temperatura indicada en él será la temperatura óptima para el material analizado.
Una torre de temperatura es una única impresión de calibración dividida en secciones apiladas, cada una impresa a una temperatura de boquilla distinta (normalmente en tramos de 5°C). Observando qué sección tiene los puentes, voladizos y superficie más limpios, identificas la temperatura de impresión óptima para ese filamento.
En Cura, usa el script de posprocesamiento ChangeAtZ para fijar una nueva temperatura a cada altura de tramo. En PrusaSlicer, haz clic derecho en la capa de cada límite de tramo y añade un comando de G-code personalizado: M104 S seguido de la temperatura (por ejemplo, M104 S220 para 220°C).
Elige el tramo con el mejor resultado global: puentes limpios en el agujero central, voladizos nítidos a 15/30/60°, zonas redondeadas suaves y letras claras. Si dos tramos se parecen, la temperatura más baja suele ser la mejor opción por generar menos hilos.
Una vez tengas tu temperatura ideal, calibra a continuación el flujo y luego la retracción. Los tres se apoyan en un extrusor correctamente calibrado.
Sobre el autor
Sergio Peciña es Ingeniero Eléctrico y Electrónico titulado e Ingeniero de Diseño Técnico de Eolas Prints, con más de 10 años de experiencia en impresión 3D. Fundó los espacios maker de la Universidad de La Rioja y del IDIVAL en Santander. Todos los filamentos de Eolas Prints se fabrican en sus instalaciones de Cantabria, España, conforme a las normas ISO 9001 e ISO 14001.
Consigue resultados consistentes con filamento consistente: compra PLA | PETG | TPU: tolerancia de ±0,05 mm, fabricados en España. Consulta más guías de calibración en nuestro centro de resolución de problemas y calibración.



