






































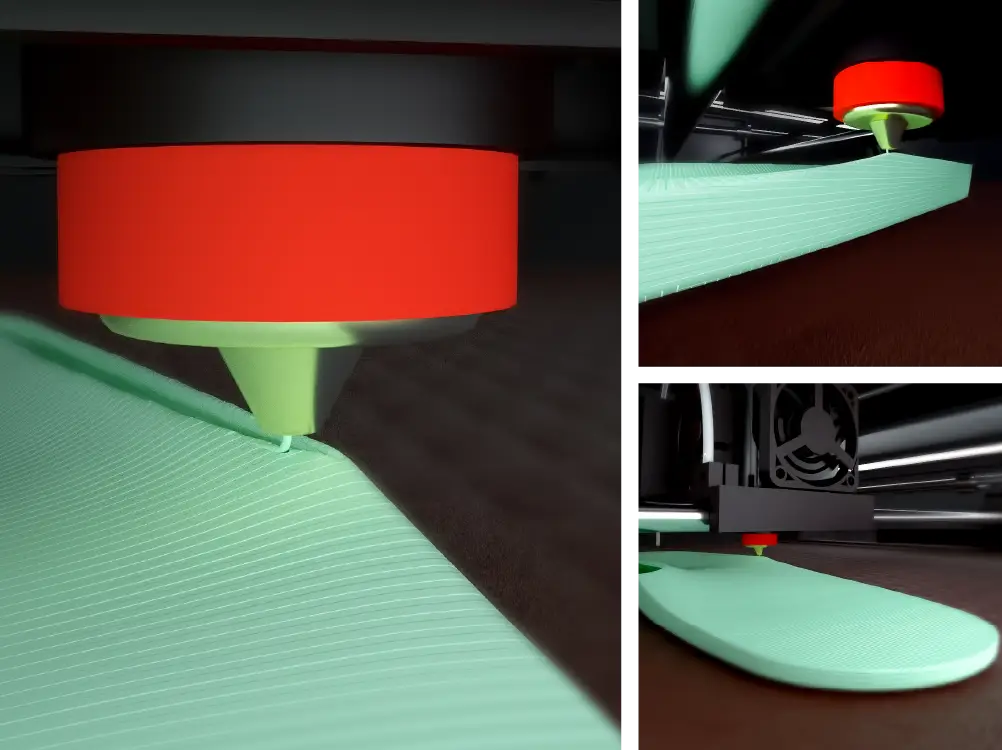
El filamento de TPU (poliuretano termoplástico) es el material flexible más popular para la impresión 3D debido a su gran versatilidad. Su alta durabilidad y flexibilidad lo hacen ideal para la creación de prototipos e incluso para productos finales.
Ventajas
- Alta resistencia al impacto : muy útil para fabricar protecciones para diferentes dispositivos como teléfonos móviles o tabletas.
- Alta resistencia al desgaste.
- Resistente a la abrasión .
- Buena resistencia al corte.
- Excelente resistencia química .
- Impresión en cama fría . No es necesario calentar la superficie de impresión para generar adherencia.
Desventajas
- Resistencia a bajas temperaturas: A pesar de tener un amplio rango de trabajo, el TPU se reblandece por encima de los 50°C.
- La dureza Shore muy baja dificulta la impresión con FDM
- Necesita tener una extrusora compatible flexible. Al ser un material flexible es necesario que no haya huecos ni huecos por los que se pueda escapar el filamento.
- Baja velocidad de impresión.
- Muy higroscópico. Se recomienda guardar el filamento en un lugar seco cuando no esté en uso.
Principales parámetros de impresión
Temperatura de extrusión
La temperatura correcta para extruir este material depende en gran medida de su sistema de extrusión. El rango es de 195°C a 240°C. Cuanto menor sea la temperatura requerida para extruir el material, mejor, ya que se expandirá menos (tendrá menos aumento de diámetro). Determinará los valores correctos de los parámetros para su impresora 3D realizando una prueba de temperatura en este material.
Superficie de impresión
El material tiene una excelente adherencia, por lo que no requiere cama caliente para permanecer adherido al material base. Aun así, si lo desea, puede operar a temperaturas tan bajas como 50°C. Si está imprimiendo sobre una superficie lisa de PEI, debe aplicar un adhesivo (pegamento en barra o laca) para crear una barrera entre el PEI y el componente; de lo contrario, será extremadamente difícil quitar el componente de la superficie.
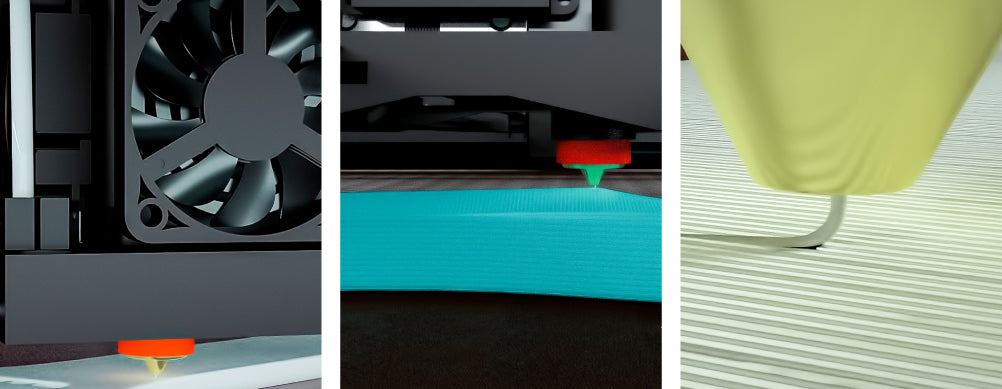
abanico de capas
Cuando una pieza tiene muchos detalles, es fundamental ayudar a que el plástico se solidifique adecuadamente para que se adhiera correctamente. No se recomienda encender este ventilador en las capas iniciales para mejorar la adherencia de la pieza a la superficie.
Velocidad de impresión
Debido a que es un material tan flexible, la velocidad de impresión será lenta para que el material pueda fluir sin problemas a través del hotend. Se recomiendan velocidades medias de alrededor de 15-20 mm/s para impresiones normales y de 5-10 mm/s para impresiones más precisas, pero estos valores son solo orientativos. Recomendamos mantener la velocidad por debajo de 35 mm/s para garantizar una extrusión adecuada del material. Cada máquina tiene un límite de velocidad, que se determina mejor a través de la experimentación y luego se reduce ligeramente para garantizar una impresión adecuada con TPU y evitar atascos.
Altura de la capa
La altura óptima de la capa suele ser el 50 % del diámetro de salida de la boquilla, pero se puede reducir al 25 % o aumentar al 75-80 %. Para una boquilla de 0,4 mm, una altura de capa óptima sería de 0,2 mm dentro de un rango de 0,1 mm y 0,3 mm.
Fluir
Es fundamental controlar la tolerancia del filamento para asegurarse de que no se estire o comprima excesivamente a medida que se mueve a través de la impresora. Para estar seguro de los valores correctos, se debe realizar una prueba para cada material utilizado en la impresora. Con este material es común que los valores superen el 100% para contrarrestar la deformación que provoca la zona de empuje del extrusor. Los pasos por milímetro deben estar calibrados con precisión en el extrusor para obtener este parámetro correctamente.
Retracción
El valor de retracción debe determinarse mediante pruebas utilizando la configuración del hotend y la extrusora, para garantizar los mejores resultados. Al principio, debe imprimir sin retracción si está utilizando un material flexible, ya que no maneja muy bien la contracción. Sin embargo, puede usar esta variable al imprimir con TPU para mejorar sus resultados si ha calibrado las otras variables; las siguientes estimaciones pueden ser de ayuda:
- Accionamiento directo: 0,4 mm y 30 mm/s
- Bowden: 2 mm y 20 mm/s





















{kind=link}