
Ihr Warenkorb
Your cart is empty
Continue shoppingMenü Schublade

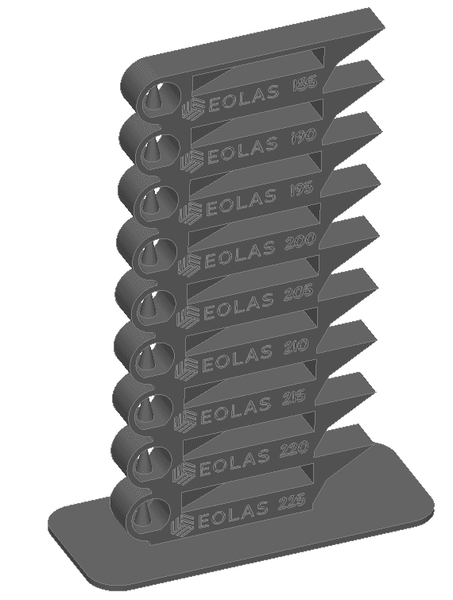
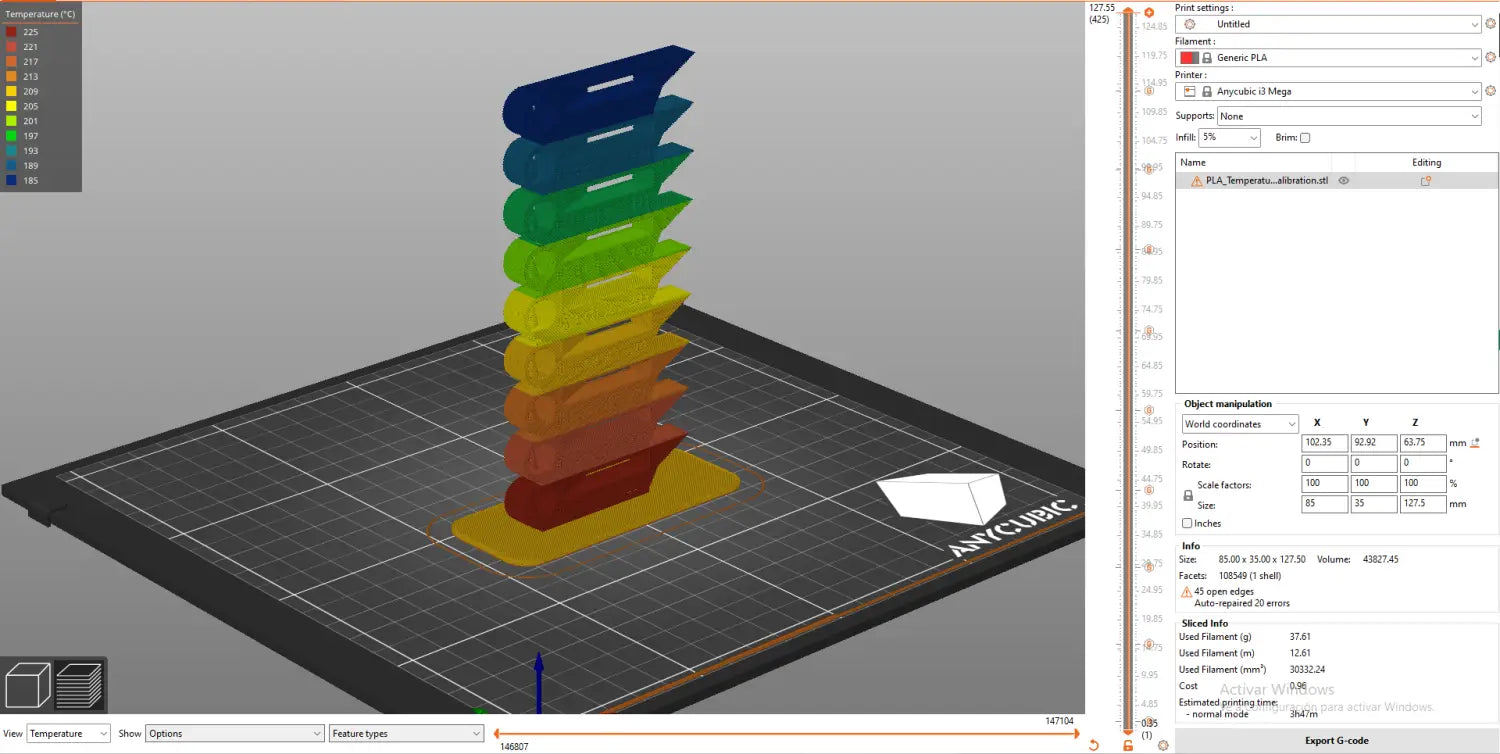
Ein Temperaturturm findet die ideale Düsentemperatur eines Filaments, indem ein einzelnes Teil gedruckt wird, dessen Temperatur alle paar Zentimeter stufenweise sinkt. Sie drucken es, begutachten jede Stufe auf die saubersten Brücken, Überhänge und Details und lesen die beste Temperatur ab. Führen Sie diesen Test zuerst durch — vor Fluss und Retraktion — jedes Mal, wenn Sie ein neues Material ausprobieren.
Dieser Test liefert einen der wichtigsten Druckparameter jedes Filaments: seine Extrusionstemperatur. Das Teil ist gestuft, und die Extrusionstemperatur wird schrittweise in 5-Grad-Schritten variiert. Da jedes Material sein eigenes Optimum hat, gibt es separate Teile pro Material — sie sind praktisch identisch, nur der Temperaturbereich unterscheidet sich für eine einfachere Ablesung. Folgen Sie den Schritten unten.
Laden Sie das passende Teil für das Material herunter (PLA, TPU, PETG), das getestet werden soll, und stellen Sie die Druckparameter wie folgt ein:
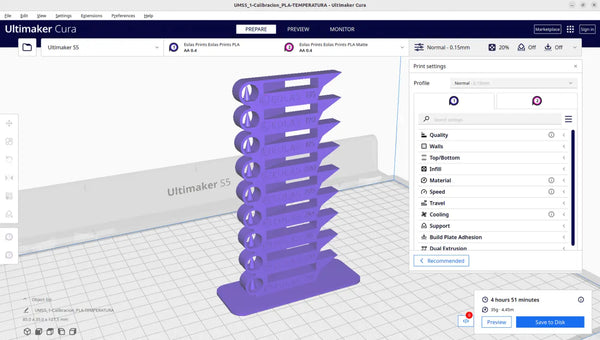
Im Slicer passen wir den Gcode an, um die Temperatur automatisch zu variieren. Das hängt vom verwendeten Slicer ab; hier verwenden wir zwei der meistgenutzten: CURA und PrusaSlicer.
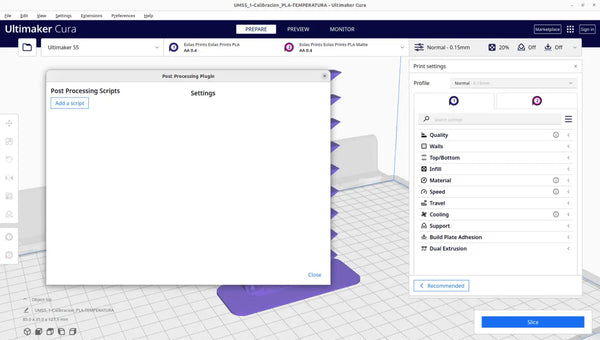
Wir slicen das Teil mit den obigen Parametern und klicken auf Erweiterungen → Nachbearbeitung → GCODE ändern. Das folgende Pop-up-Fenster erscheint:
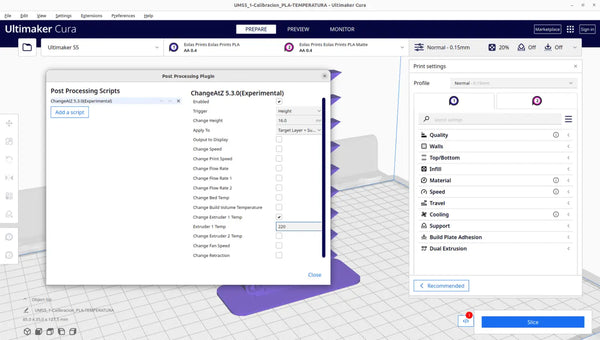
Klicken Sie auf Skript hinzufügen und fügen Sie "ChangeAtZ" hinzu und aktivieren Sie die Option "Change extruder 1 Temp", wo wir die Temperatur der zweiten Stufe eingeben. Wir geben außerdem die Höhe von 16 mm ein, wo die erste Stufe endet und die zweite beginnt, also die Stelle, an der wir den Temperaturwechsel wollen. Achten Sie darauf, im Dropdown-Menü "Apply to" die Option "successive layers" (nachfolgende Schichten) auszuwählen, um den Effekt auf mehrere Schichten anzuwenden.
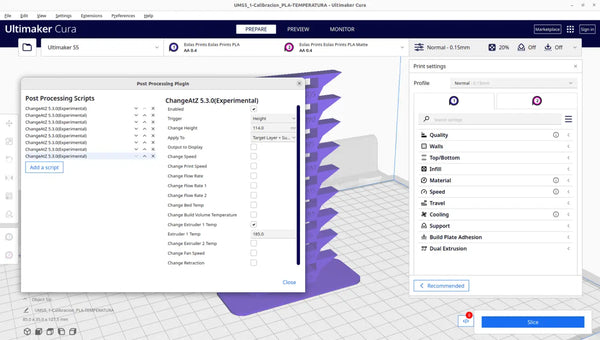
Wir fügen so viele Skripte hinzu, wie es Stufen im Teil gibt, wobei zu beachten ist, dass die erste Stufe bei 16 mm endet und die anderen Stufen ein Maß von 14 mm haben.
Wir slicen das Teil erneut und es ist bereit für den Temperaturwechsel an jeder Stufe.
Wie Sie im Bild links neben den Druckinformationen sehen können, gibt es ein weißes Quadrat mit einem roten Kreis und einer Zahl, die angibt, wie viele Modifikatoren in diesem Moment aktiv sind.
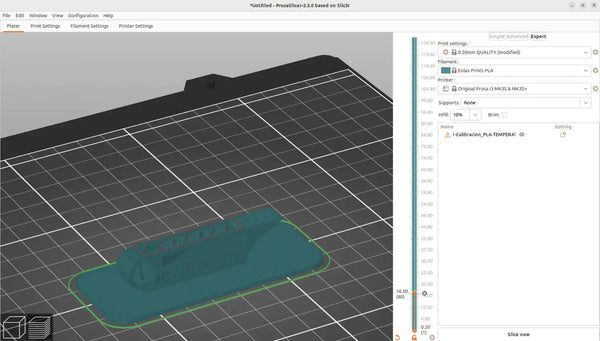
Wir slicen das Teil mit den oben genannten Parametern.
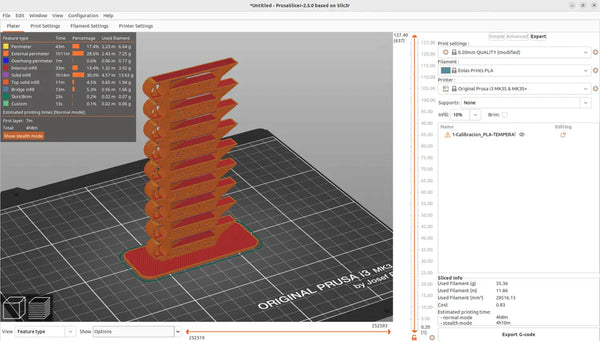
Nach dem Slicen des Teils wird der Gcode mit der vertikalen orangefarbenen Leiste rechts neben der Anzeige bearbeitet.
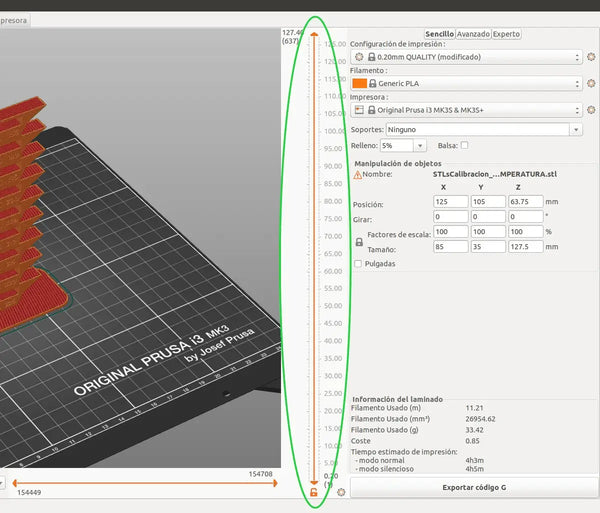
Durch Bewegen des oberen Pfeils platzieren wir ihn an der Position des Temperaturstufenwechsels (16 mm).
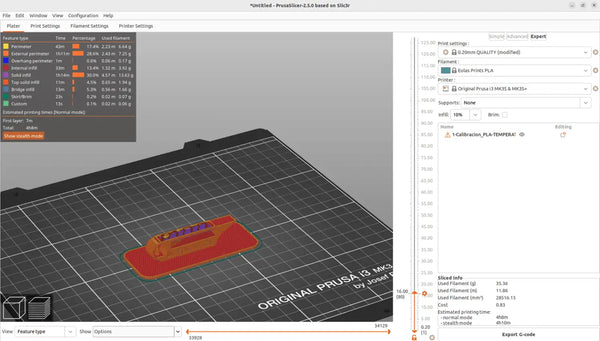
Mit einem Rechtsklick auf das Sechseck neben dem Pfeil öffnet sich ein Menü, in dem Sie die Option "Add custom G-code" auswählen müssen. Das folgende Pop-up-Fenster öffnet sich:
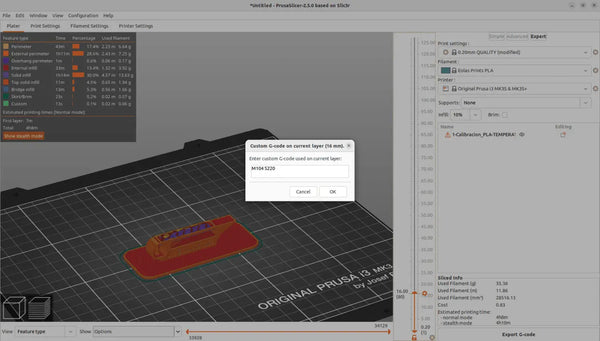
Schreiben Sie in das Fenster den Befehl für den Temperaturwechsel, der M104 lautet, und geben Sie dann die neue Temperatur an, die im Zahlenformat geschrieben wird, mit einem "S" vor der Zahl. Zum Beispiel sollte bei PLA auf dieser ersten Stufe die Temperatur auf 220 Grad geändert werden, der einzugebende Code wäre also: M104 S220.
Nach Eingabe des Codes klicken Sie auf Akzeptieren und wir sehen, dass die Schicht, in der der Modifikator eingegeben wurde, die Farbe gewechselt hat, um anzuzeigen, dass ein Parameter geändert wurde.
Dasselbe Verfahren wird verwendet, um die Temperatur für alle nachfolgenden Stufen zu ändern. Mit anderen Worten: Die Schicht des Stufenwechsels wird ausgewählt und eine Temperaturänderung hinzugefügt.
Wenn wir alle Temperaturen geändert haben, slicen Sie erneut, damit die Änderungen im G-Code gespeichert werden, den wir an die Maschine senden.
Nachdem der Temperaturturm fertig gedruckt ist, betrachten wir die verschiedenen Stufen mit Augenmerk auf die folgenden Punkte:
Nach der Analyse aller Stufen wählen wir die aus, die in diesen Situationen am besten ist, und die darauf angegebene Temperatur ist die optimale Temperatur für das analysierte Material.
Ein Temperaturturm ist ein einzelner Kalibrierungsdruck, der in gestapelte Abschnitte unterteilt ist, von denen jeder bei einer anderen Düsentemperatur gedruckt wird (normalerweise in 5°C-Schritten). Indem Sie prüfen, welcher Abschnitt die saubersten Brücken, Überhänge und Oberflächen aufweist, ermitteln Sie die optimale Drucktemperatur für dieses Filament.
Verwenden Sie in Cura das Nachbearbeitungsskript ChangeAtZ, um auf jeder Stufenhöhe eine neue Temperatur einzustellen. Klicken Sie in PrusaSlicer mit der rechten Maustaste auf die Schicht an jeder Stufengrenze und fügen Sie einen benutzerdefinierten G-Code-Befehl hinzu: M104 S gefolgt von der Temperatur (zum Beispiel M104 S220 für 220°C).
Wählen Sie die Stufe mit dem besten Gesamtergebnis: saubere Brückenbildung über dem zentralen Loch, scharfe Überhänge bei 15/30/60°, glatte abgerundete Bereiche und klare Schrift. Wenn zwei Stufen ähnlich aussehen, ist die niedrigere Temperatur in der Regel die bessere Wahl für weniger Fädenziehen.
Sobald Sie Ihre ideale Temperatur haben, kalibrieren Sie als Nächstes den Fluss und dann die Retraktion. Alle drei bauen auf einem korrekt kalibrierten Extruder auf.
Über den Autor
Sergio Peciña ist diplomierter Elektro- und Elektronikingenieur und technischer Konstruktionsingenieur bei Eolas Prints mit über 10 Jahren Erfahrung im 3D-Druck. Er gründete die Maker Spaces der Universität La Rioja und des IDIVAL in Santander. Alle Filamente von Eolas Prints werden im eigenen Werk in Kantabrien, Spanien, nach den Normen ISO 9001 und ISO 14001 hergestellt.
Erzielen Sie gleichbleibende Ergebnisse mit gleichbleibendem Filament: kaufen Sie PLA | PETG | TPU – ±0,05 mm Toleranz, hergestellt in Spanien. Weitere Kalibrierungsanleitungen finden Sie in unserem Fehlerbehebungs- und Kalibrierungszentrum.



