






































TPU -Filament (thermoplastisches Polyurethan) ist das beliebteste flexible Material für den 3D -Druck aufgrund seiner großen Vielseitigkeit. Es ist eine hohe Haltbarkeit und Flexibilität, die es ideal für Prototypen und sogar Endprodukte ist.
Vorteile
- Resistenz mit hoher Wirkung: Sehr nützlich, um Schutz für verschiedene Geräte wie Mobiltelefone oder Tablets herzustellen.
- Hohe Widerstand gegen Verschleiß.
- Abriebfeste.
- Guter Schnittwiderstand.
- Exzellent chemische Resistenz.
- Kaltes Bettdruck. Es ist nicht erforderlich, die Druckoberfläche zu erhitzen, um eine Adhäsion zu erzeugen.
Nachteile
- Niedertemperaturwiderstand: Trotz eines weiten Arbeitsbereichs weicher TPU über 50 ° C.
- Sehr niedrige Küstenhärte macht es schwierig, mit FDM zu drucken
- Müssen einen flexiblen kompatiblen Extruder haben. Da es sich um ein flexibles Material handelt, ist es notwendig, dass es keine Lücken oder Löcher gibt, durch die das Filament entkommen kann.
- Niedrige Druckgeschwindigkeit.
- Sehr hygroskopisch. Es wird empfohlen, das Filament an einem trockenen Ort zu speichern, wenn es nicht verwendet wird.
Hauptdruckparameter
Extrusionstemperatur
Die korrekte Temperatur zum Extrudieren dieses Materials hängt weitgehend von Ihrem Extrusionssystem ab. Der Bereich beträgt 195 ° C bis 240 ° C. Je niedriger die Temperatur erforderlich ist, um das Material zu extrudieren, desto besser, da es weniger erweitert wird (weist einen Anstieg von weniger Durchmesser auf). Sie ermitteln die korrekten Parameterwerte für Ihren 3D -Drucker, indem Sie einen Temperaturtest für dieses Material durchführen.
Druckoberfläche
Das Material hat eine ausgezeichnete Haftung, sodass es kein heißes Bett benötigt, um am Grundmaterial befestigt zu bleiben. Wenn Sie möchten, können Sie bei Temperaturen von nur 50 ° C arbeiten. Wenn Sie auf einer glatten PEI -Oberfläche drucken, müssen Sie einen Klebstoff (Klebstock oder Lack) auftragen, um eine Barriere zwischen PEI und der Komponente zu erzeugen, oder es ist extrem schwierig, die Komponente von der Oberfläche zu entfernen.
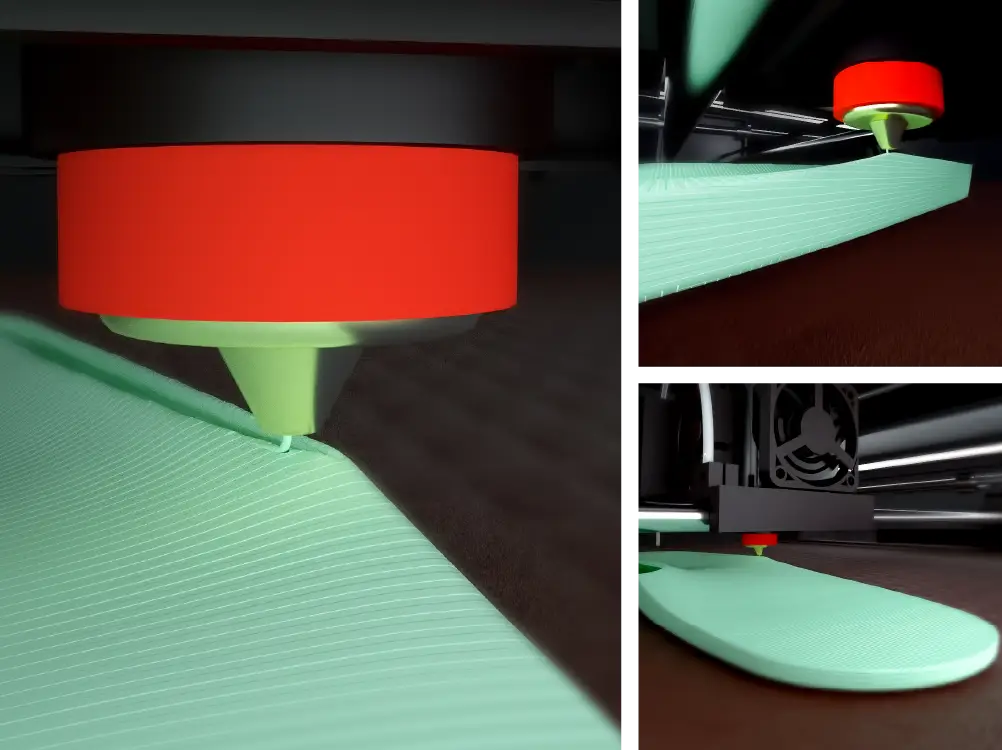
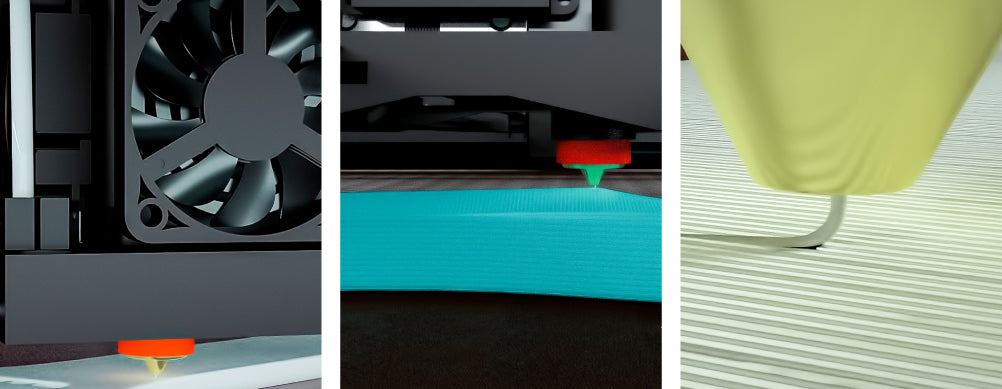
Layer -Lüfter
Wenn ein Teil viele Details hat, ist es wichtig, dass der Kunststoff dazu beiträgt, dass der Kunststoff richtig festigt, damit er richtig haftet. Es wird nicht empfohlen, diesen Lüfter in den anfänglichen Schichten einzuschalten, um die Haftung des Teils an die Oberfläche zu verbessern.
Druckgeschwindigkeit
Da es sich um ein so flexibles Material handelt, ist die Druckgeschwindigkeit langsam, so dass das Material reibungslos durch das Hotend fließen kann. Durchschnittliche Geschwindigkeiten von etwa 15 bis 20 mm/s für normale Drucke und 5-10 mm/s für genauere Drucke werden empfohlen, diese Werte sind jedoch nur Richtlinien. Wir empfehlen, die Geschwindigkeit unter 35 mm/s zu halten, um eine ordnungsgemäße materielle Extrusion zu gewährleisten. Jede Maschine hat eine Geschwindigkeitsbegrenzung, die am besten durch Experimentieren bestimmt und dann leicht reduziert wird, um einen ordnungsgemäßen Druck mit TPU zu gewährleisten und Staus zu vermeiden.
Schichthöhe
Die optimale Schichthöhe beträgt normalerweise 50% des Düsenauslassdurchmessers, kann jedoch auf 25% gesenkt oder auf 75-80% erhöht werden. Bei einer 0,4 -mm -Düse würde eine optimale Schichthöhe in einem Bereich von 0,1 mm und 0,3 mm 0,2 mm betragen.
Fluss
Es ist wichtig, die Toleranz des Filaments zu überwachen, um sicherzustellen, dass es nicht übermäßig streckt oder komprimiert, wenn es sich durch den Drucker bewegt. Um die richtigen Werte zu gewährleisten, muss für jedes im Drucker verwendete Material ein Test durchgeführt werden. Bei diesem Material ist es üblich, dass die Werte über 100% der durch die Schubzone des Extruder verursachten Deformation ausgleichten. Die Schritte pro Millimeter müssen genau auf dem Extruder kalibriert werden, um diesen Parameter korrekt zu erhalten.
Rückzug
Der Rückzugswert sollte durch Testen mithilfe des Hotend- und Extruder -Setups bestimmt werden, um die besten Ergebnisse zu gewährleisten. Zuerst sollten Sie ohne Rückzug drucken, wenn Sie ein flexibles Material verwenden, da es nicht sehr gut mit Schrumpfungen umgeht. Sie können diese Variable jedoch beim Drucken mit TPU verwenden, um Ihre Ergebnisse zu verbessern, wenn Sie die anderen Variablen kalibriert haben. Die folgenden Schätzungen können hilfreich sein:
- Direktantrieb: 0,4 mm & 30 mm/s
- Bowden: 2mm & 20 mm/s





















{kind=link}