






















El filamento PETG es una variante del polímero PET muy utilizado, su uso en impresión 3D está en auge debido a que la relación entre dificultad de impresión y características mecánicas es muy buena. Es muy utilizado en la industria porque es químicamente muy estable y tiene una alta resistencia al impacto.
Ventajas
- Buenas propiedades mecánicas: es un material con alta resistencia al impacto, gran durabilidad y su resistencia a la temperatura es superior a los 80ºC, que es cuando el material comienza a deformarse.
- Aprobación de grado alimentario y capacidad de esterilización: Certificación FDA (agencia estadounidense responsable de la regulación de alimentos, medicamentos y cosméticos).
- Resistencia química: como material muy estable, el PETG es químicamente resistente al ataque de ácidos y bases.
- Transparencia: El PETG sin colorantes (natural) deja pasar el 90% de la luz, por lo que es el material ideal para realizar piezas translúcidas o transparentes.
- es reciclable
- No produce olor cuando se imprime.
Desventajas
- Encontrar el "punto dulce" del filamento es el mayor inconveniente de este material, obteniendo los parámetros de impresión correctos.
- Necesidad de lecho caliente para una correcta adherencia.
- Pérdida de color debido a la exposición prolongada al sol. Los rayos UV pueden generar una decoloración de la pieza y hacerla más quebradiza. Para solucionar este problema disponemos de un PETG resistente a esta decoloración.
Parámetros de impresión
Temperatura de extrusión
El rango de temperatura para imprimir con PETG está entre 220 °C y 250 °C, y la temperatura ideal depende principalmente del tamaño de la boquilla y del equipo de extrusión. En caso de que tu impresora 3D tenga un barril de teflón, no debes subir la temperatura por encima de los 235°C para evitar el deterioro del barril. Los niveles de temperatura muy altos harán que el filamento gotee, lo que provocará el efecto de "encordado". Una temperatura muy baja puede hacer que la extrusora pierda pasos, lo que resulta en un flujo de material deficiente. Se debe realizar una prueba de temperatura para determinar la temperatura correcta.
Superficie de impresión
Se requiere una cama caliente entre 70°C y 90°C para una correcta adhesión con este material. Cualquier adhesivo especial para impresión 3D será útil para evitar el notorio efecto de "deformación"; por lo tanto, recomendamos estos adhesivos para componentes grandes. Si está imprimiendo en una superficie PEI lisa, se debe crear una barrera entre el PEI y la pieza usando un adhesivo (pegamento en barra o laca), o será difícil quitar la pieza de la superficie.
Velocidad de impresión
La velocidad de una impresora 3D depende en gran medida del conjunto completo de piezas que componen la impresora, pero es útil tener algún tipo de valor de referencia. La velocidad óptima para la mayoría de los casos estaría entre 25 mm/s y 55 mm/s.

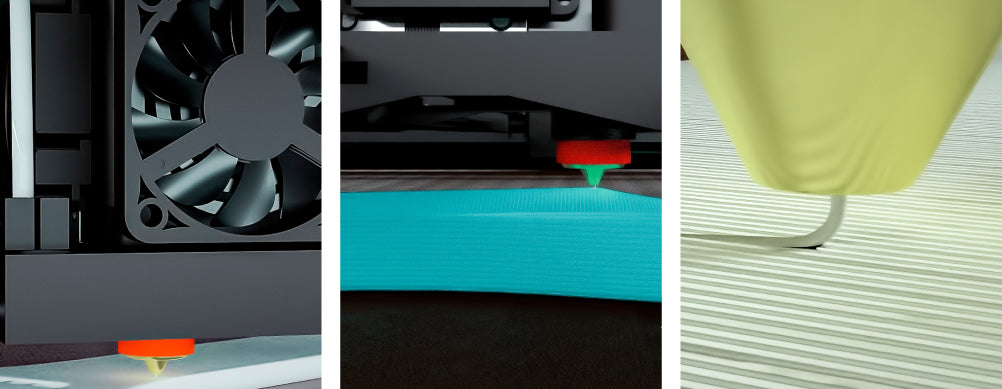
abanico de capas
No se requiere el uso de un ventilador de capa con el filamento PETG, pero es útil si la pieza tiene muchos detalles o muchos voladizos para mejorar la adhesión entre las capas. Si la pieza comienza a delaminarse o agrietarse, reduzca la velocidad del ventilador de la capa (ajústela por encima del 20 %) para reducir el flujo de aire y aumentar la adhesión entre las capas.
Altura de la capa
La altura óptima de la capa suele ser el 50 % del diámetro de salida de la boquilla, pero se puede reducir al 25 % o aumentar al 75-80 %. Para una boquilla de 0,4 mm, una altura de capa óptima sería de 0,2 mm dentro de un rango de 0,1 mm y 0,3 mm.
Fluir
Es crucial determinar el valor preciso de la tolerancia dimensional de cada material para establecer este parámetro. Durante la impresión regular, este parámetro no debe variar en más del 5%, es decir, del 95% al 105%. Si nuestro extrusor está mal calibrado después de realizar una prueba de flujo, primero debemos calibrarlo para obtener resultados óptimos.
Retracción
El factor de retracción depende del ensamblaje del hotend-extrusor y debe determinarse mediante una prueba de retracción. Los valores iniciales pueden ser los siguientes
- Accionamiento directo: 1-2 mm y 25 mm/s
- Bowden: 5-6 mm y 30 mm/s




















{kind=link}