






















El filamento PLA (ácido poliláctico) es el filamento más popular debido a su facilidad de uso. Se produce a partir del almidón del cultivo de maíz, caña de azúcar u otras hortalizas ricas en almidón.
Ventajas
- Baja temperatura de fusión: Este material extruye a más de 200ºC lo que lo hace apto para cualquier tipo de impresora 3D.
- Superficie de impresión en frío: No es necesario tener una cama de impresión caliente para imprimir este material, pero se recomienda utilizar algún tipo de adhesivo para ayudar a fijar la primera capa a la superficie de impresión.
- Buena resistencia mecánica: A excepción de la resistencia a la temperatura, el PLA es un material duro y rígido.
- No se encoge, por lo que no se deforma.
- Sin olor cuando se imprime.
- No emite humos tóxicos cuando se imprime.
Desventajas
- Resistencia a bajas temperaturas: Este material tiene una temperatura de transición vítrea de tan solo 60ºC, pero comienza a reblandecerse a los 45-50ºC, lo que limita su uso en situaciones cercanas a fuentes de calor.
- Higroscópico: El PLA es muy sensible a la humedad, por lo que se recomienda almacenarlo en un ambiente seco.
Parámetros de impresión
Temperatura de extrusión
Es fundamental tener en cuenta el dispositivo de extrusión y la boquilla para obtener los mejores resultados cuando se trabaja con filamentos de PLA. El rango de temperatura de este filamento es bastante amplio, oscilando entre 180°C y 230°C. Para colores más oscuros, generalmente se recomienda un aumento de temperatura de 3°C a 5°C.
Para obtener la parametrización más precisa de su impresora 3D, puede realizar una prueba de temperatura.
Superficie de impresión
No es crucial usar una cama caliente cuando se trabaja con PLA, pero se recomienda encarecidamente, especialmente para impresiones grandes, para mejorar la adherencia y evitar deformaciones. La temperatura óptima para este tipo de impresiones está entre 50°C y 65°C. Si no se dispone de cama calefactable, se debe utilizar una laca o superficie preparada para impresión 3D como bandas magnéticas con láminas texturizadas o láminas de PEI. También se puede utilizar cinta Kapton o cinta de enmascarar para este fin.

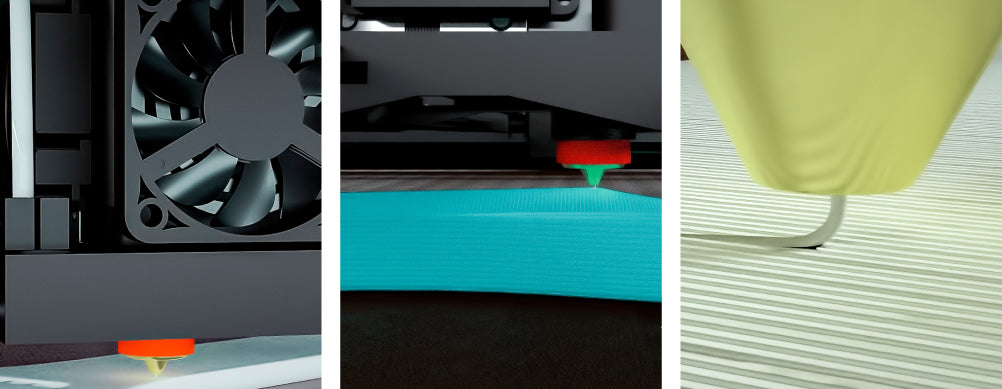
Abanico de capas
Cuando las piezas tienen mucho detalle, es importante ayudar a que el plástico se solidifique correctamente; de lo contrario, se solidificará demasiado rápido. No se recomienda encender este ventilador en las primeras capas para mejorar la adherencia de la pieza a la superficie.
Velocidad de impresión
Tener una idea general de las velocidades de impresión óptimas para una impresora 3D es muy importante, ya que depende de todo el conjunto de componentes. Habiendo dicho eso, 35 mm/s a 65 mm/s sería un rango óptimo para la mayoría de los casos.
Altura de la capa
La altura de la capa está determinada por el diámetro de salida de la boquilla, siendo óptimo el 50 %, pero oscilando entre el 75 % y el 80 % y el 25 %, respectivamente. Una boquilla de 0,4 mm tendría una altura de capa de 0,2 mm y valores máximos de 0,3 mm y 0,1 mm, por ejemplo.
Fluir
El propósito de este parámetro es absorber las variaciones dimensionales de los filamentos, por lo que se debe realizar una prueba de flujo para determinar el valor exacto de cada material en la impresora donde se utilizará. Este parámetro no debe cambiar más del 5 % en una impresión normal, lo que significa que debe estar entre el 95 % y el 15 % para mantener la consistencia. Si nuestro extrusor está mal calibrado después de realizar la prueba de flujo, debemos calibrarlo primero para lograr los mejores resultados.
Ancho de extrusión
Con laminadoras, normalmente puede establecer el porcentaje en el que el material se lamina al 120 % del diámetro de la boquilla, que es un valor decente. Sin embargo, el diámetro de la boquilla no se puede ajustar por debajo del diámetro de la boquilla. Puede aumentar el grosor de las paredes en una sola pasada para producir piezas más fuertes sin aumentar el tiempo de impresión ajustando este valor.
Retracción
Se debe determinar un valor óptimo mediante una prueba de retracción al utilizar este parámetro, que depende del conjunto hotend-extrusor. Los siguientes valores de retracción se proporcionan como punto de partida:
- Extrusión Directa (Prusa MK3S, Artillery X1 o similar): 1mm y 35mm/s
- Bowden corto (Ender 3 o similar): 4 mm y 40 mm/s
- Long Bowden (CR10, Tevo tornado o similar): 5mm y 40mm/s




















{kind=link}