
Votre panier
Your cart is empty
Continue shoppingMenu du tiroir

Une calibration du débit (multiplicateur d'extrusion) corrige les petites variations du diamètre du filament afin que votre imprimante dépose exactement la bonne quantité de plastique, corrigeant la sous-extrusion et la surextrusion. Vous imprimez un cube à parois fines, vous mesurez les parois et vous appliquez une formule simple pour obtenir votre pourcentage de débit. Voici la méthode complète.
REMARQUE : Pour que cette calibration du débit fonctionne correctement, votre extrudeur doit d'abord être correctement calibré (les fameux e-steps). Consultez d'abord notre guide de calibration de l'extrudeur si ce n'est pas encore fait. La calibration du débit se fait de préférence après une tour de température, car vous imprimerez ce test à la température idéale de votre matériau.
Nous téléchargeons la pièce suivante (Flow_Test) et nous ajustons les paramètres d'impression comme suit :
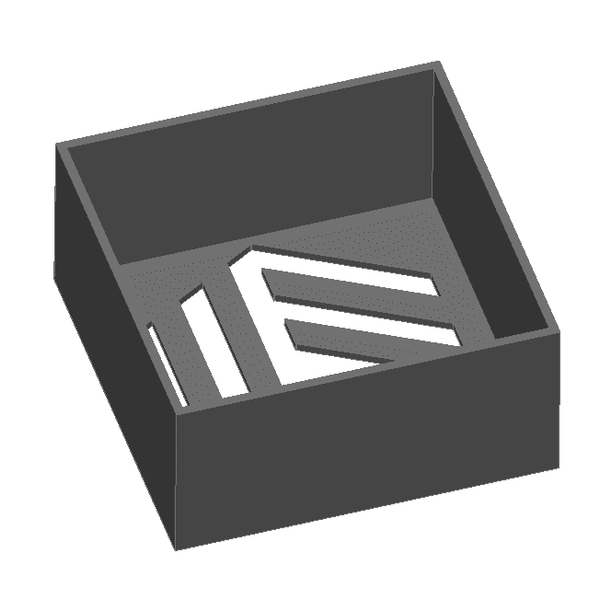
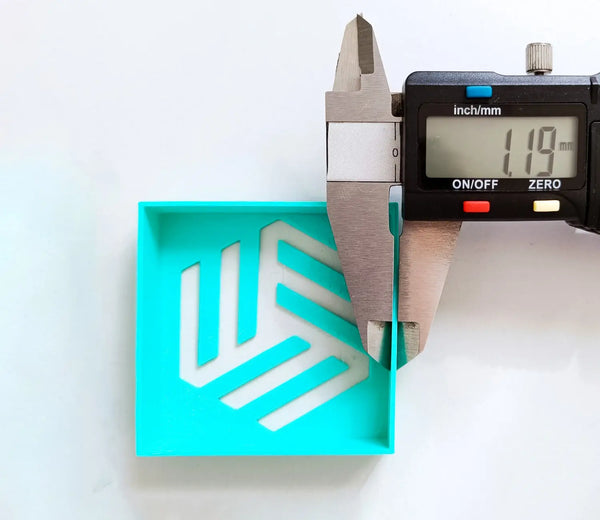
Nous utilisons un pied à coulisse pour mesurer l'épaisseur des quatre parois du cube, puis nous calculons la moyenne arithmétique de ces valeurs pour déterminer les dimensions de la pièce.
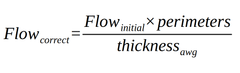
Avec la valeur obtenue, nous appliquons la formule suivante :
Nous introduisons la valeur obtenue dans le trancheur et nous aurons calibré le débit de notre imprimante 3D.
Sur la pièce d'exemple, les valeurs suivantes ont été obtenues : 1,19 mm, 1,22 mm, 1,21 mm et 1,21 mm. Ainsi, en utilisant la formule ci-dessus, nous obtenons un débit correct de :
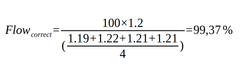
En arrondissant, cette valeur de 99% sera utilisée comme débit correct pour les impressions futures.
Le débit, aussi appelé multiplicateur d'extrusion, est un réglage du trancheur qui ajuste la quantité de filament que l'imprimante pousse. À 100%, l'imprimante extrude la quantité calculée ; le calibrer corrige les petites variations du diamètre du filament pour éviter la sous- ou la surextrusion.
Imprimez un cube de calibration à parois fines avec la rétraction désactivée et le débit à 100%, mesurez les quatre parois au pied à coulisse, faites-en la moyenne, et divisez l'épaisseur de paroi cible par votre moyenne mesurée. Multipliez votre débit actuel par ce rapport pour obtenir la valeur corrigée.
La température d'abord. Faites une tour de température pour trouver la température de buse idéale de votre filament, puis imprimez le test de débit à cette température : le débit est sensible à la température, donc calibrer dans le mauvais ordre donne des résultats trompeurs.
Idéalement oui, au moins par type de matériau et par marque. Différents polymères, et même différentes couleurs, peuvent avoir des diamètres et des comportements de débit légèrement différents. Avec un filament constant et à tolérance serrée (±0,05 mm), les différences sont faibles, mais une vérification rapide pour chaque nouveau type de bobine est une bonne pratique.
À propos de l'auteur
Sergio Peciña est ingénieur électrique et électronique diplômé et ingénieur en conception technique chez Eolas Prints, avec plus de 10 ans d'expérience en impression 3D. Il a fondé les espaces maker de l'Université de La Rioja et de l'IDIVAL à Santander. Tous les filaments d'Eolas Prints sont fabriqués dans ses ateliers de Cantabrie, en Espagne, selon les normes ISO 9001 et ISO 14001.
Calibrez avec un filament constant et à tolérance serrée : achetez du PLA | PETG : tolérance de ±0,05 mm, fabriqués en Espagne. Consultez d'autres guides de calibration dans notre centre de dépannage et de calibration.



