Codigo École 4.0

Menu du tiroir

Le filament TPU (polyuréthane thermoplastique) est le matériau flexible le plus populaire pour l'impression 3D en raison de sa grande polyvalence. Sa durabilité et sa flexibilité élevées le rendent idéal pour le prototypage et même les produits finaux.
La température correcte pour extruder ce matériau dépend en grande partie de votre système d'extrusion. La plage est de 195°C à 240°C. Plus la température requise pour extruder le matériau est basse, mieux c'est, car il se dilatera moins (aura moins d'augmentation de diamètre). Vous déterminerez les bonnes valeurs de paramètres pour votre imprimante 3D en effectuant un test de température sur ce matériau.
Le matériau a une excellente adhérence, il ne nécessite donc pas de lit chaud pour rester attaché au matériau de base. Même ainsi, si vous le souhaitez, vous pouvez fonctionner à des températures aussi basses que 50°C. Si vous imprimez sur une surface PEI lisse, vous devez appliquer un adhésif (bâton de colle ou laque) pour créer une barrière entre le PEI et le composant, sinon il sera extrêmement difficile de retirer le composant de la surface.
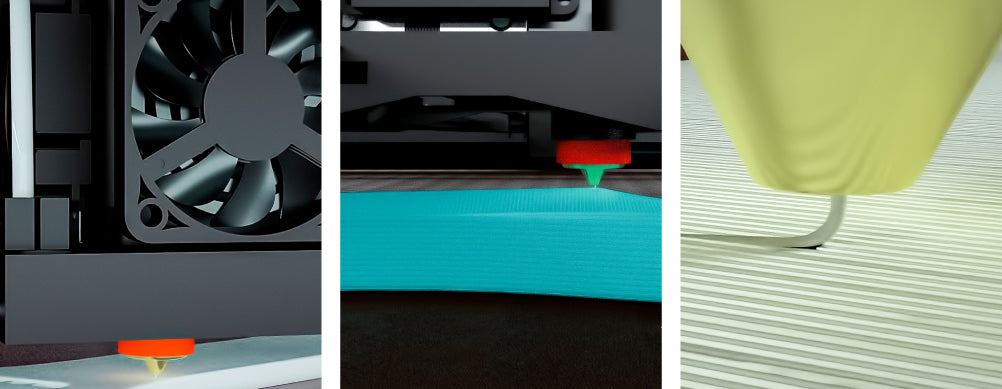
Lorsqu'une pièce comporte beaucoup de détails, il est essentiel d'aider le plastique à se solidifier correctement pour qu'il adhère correctement. Il n'est pas conseillé d'allumer ce ventilateur dans les couches initiales pour améliorer l'adhérence de la pièce à la surface.
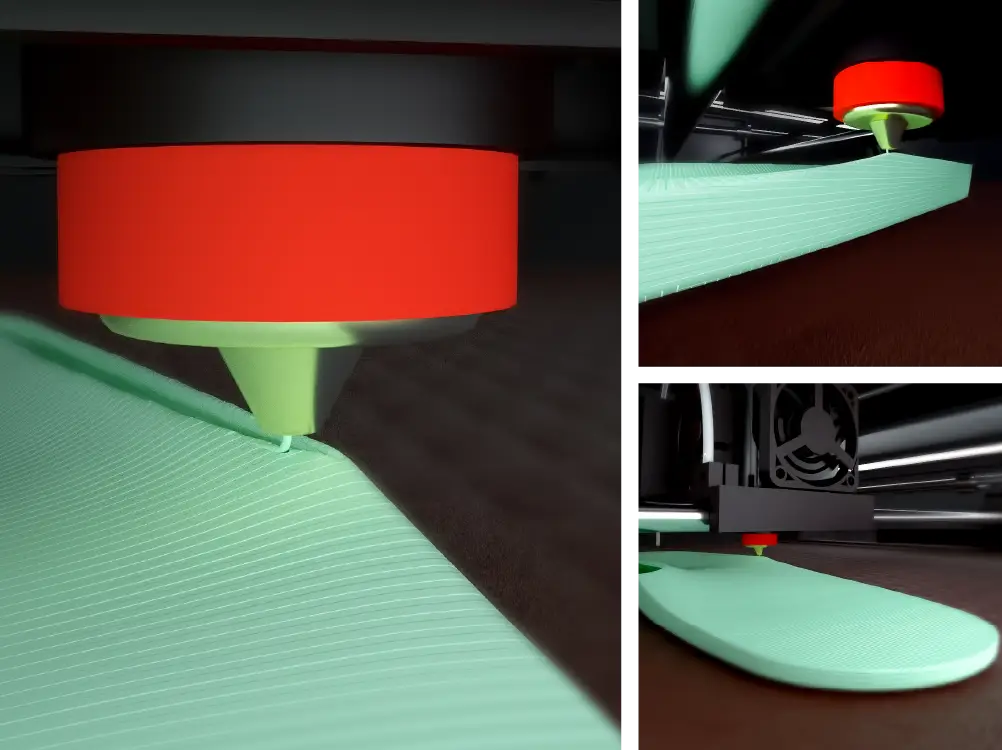
Parce qu'il s'agit d'un matériau si flexible, la vitesse d'impression sera lente afin que le matériau puisse s'écouler en douceur à travers le hotend. Des vitesses moyennes d'environ 15 à 20 mm/s pour des impressions normales et de 5 à 10 mm/s pour des impressions plus précises sont recommandées, mais ces valeurs ne sont que des indications. Nous vous conseillons de maintenir la vitesse en dessous de 35 mm/s pour assurer une bonne extrusion du matériau. Chaque machine a une limite de vitesse, qui est mieux déterminée par l'expérimentation, puis légèrement réduite pour garantir une impression correcte avec le TPU et pour éviter les bourrages.
La hauteur de couche optimale est généralement de 50 % du diamètre de sortie de la buse, mais elle peut être abaissée à 25 % ou augmentée à 75-80 %. Pour une buse de 0,4 mm, une hauteur de couche optimale serait de 0,2 mm dans une plage de 0,1 mm et 0,3 mm.
Il est essentiel de surveiller la tolérance du filament pour s'assurer qu'il ne s'étire pas ou ne se comprime pas excessivement lorsqu'il se déplace dans l'imprimante. Pour être sûr des valeurs correctes, un test doit être effectué pour chaque matériau utilisé dans l'imprimante. Avec ce matériau, il est courant que les valeurs soient supérieures à 100% pour contrebalancer la déformation provoquée par la zone de poussée de l'extrudeuse. Les pas par millimètre doivent être précisément calibrés sur l'extrudeuse pour obtenir correctement ce paramètre.
La valeur de rétraction doit être déterminée en testant la configuration de la hotend et de l'extrudeuse, afin de garantir les meilleurs résultats. Au début, vous devez imprimer sans rétractation si vous utilisez un matériau souple car il ne gère pas très bien le rétrécissement. Cependant, vous pouvez utiliser cette variable lors de l'impression avec TPU pour améliorer vos résultats si vous avez calibré les autres variables ; les estimations suivantes peuvent être utiles :