
Ihr Warenkorb
Your cart is empty
Continue shoppingMenü Schublade

Eine Flusskalibrierung (Extrusionsmultiplikator) korrigiert kleine Schwankungen im Filamentdurchmesser, sodass Ihr Drucker genau die richtige Menge Kunststoff ablegt – und behebt Unter- und Überextrusion. Sie drucken einen dünnwandigen Würfel, messen die Wände und wenden eine einfache Formel an, um Ihren Flussprozentsatz zu erhalten. Hier ist die vollständige Methode.
HINWEIS: Damit diese Flusskalibrierung korrekt funktioniert, muss Ihr Extruder zuerst richtig kalibriert sein (die sogenannten E-Steps). Sehen Sie zuerst unseren Leitfaden zur Extruderkalibrierung, falls Sie das noch nicht getan haben. Die Flusskalibrierung erfolgt am besten nach einem Temperaturturm, da Sie diesen Test bei der idealen Temperatur Ihres Materials drucken.
Wir laden das folgende Teil herunter (Flow_Test) und stellen die Druckparameter wie folgt ein:
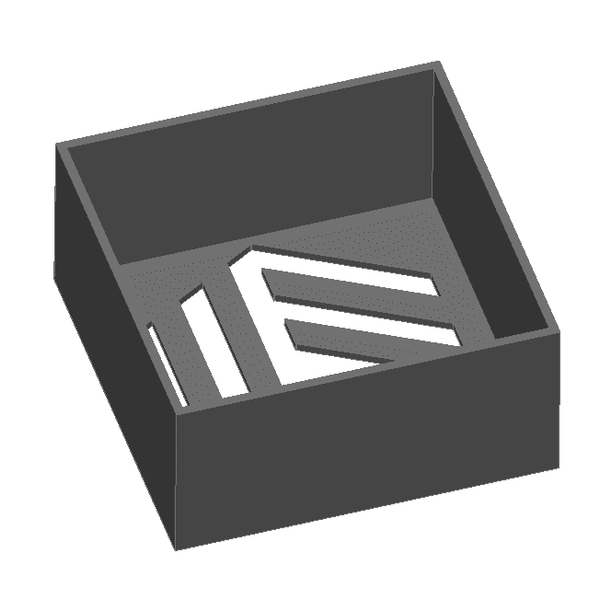
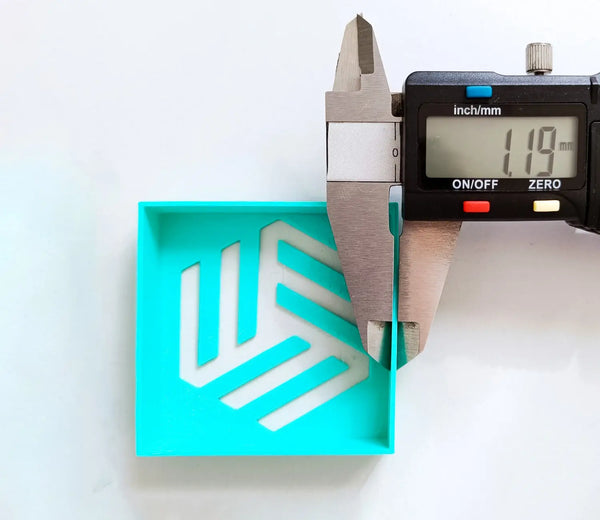
Wir verwenden einen Messschieber, um die Stärke der vier Wände des Würfels zu messen, und berechnen dann das arithmetische Mittel dieser Werte, um die Maße des Teils zu bestimmen.
Mit dem erhaltenen Wert wenden wir die folgende Formel an:
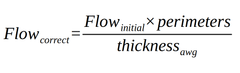
Wir geben den erhaltenen Wert in den Slicer ein und haben damit den Fluss unseres 3D-Druckers kalibriert.
Am Beispielteil wurden die folgenden Werte ermittelt: 1,19 mm, 1,22 mm, 1,21 mm und 1,21 mm. Mit der obigen Formel erhalten wir also einen korrekten Fluss von:
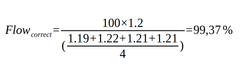
Gerundet wird dieser Wert von 99% als korrekter Fluss für zukünftige Drucke verwendet.
Der Fluss, auch Extrusionsmultiplikator genannt, ist eine Slicer-Einstellung, die skaliert, wie viel Filament der Drucker ausgibt. Bei 100% extrudiert der Drucker die berechnete Menge; das Kalibrieren korrigiert kleine Schwankungen im Filamentdurchmesser, um Unter- oder Überextrusion zu vermeiden.
Drucken Sie einen dünnwandigen Kalibrierungswürfel mit deaktiviertem Rückzug und Fluss bei 100%, messen Sie alle vier Wände mit dem Messschieber, bilden Sie den Mittelwert und teilen Sie die Soll-Wandstärke durch Ihren gemessenen Mittelwert. Multiplizieren Sie Ihren aktuellen Fluss mit diesem Verhältnis, um den korrigierten Wert zu erhalten.
Zuerst die Temperatur. Führen Sie einen Temperaturturm durch, um die ideale Düsentemperatur Ihres Filaments zu finden, und drucken Sie dann den Flusstest bei dieser Temperatur – der Fluss ist temperaturempfindlich, daher liefert eine Kalibrierung in der falschen Reihenfolge irreführende Ergebnisse.
Idealerweise ja, zumindest pro Materialtyp und Marke. Verschiedene Polymere und sogar verschiedene Farben können leicht unterschiedliche Durchmesser und Flussverhalten haben. Bei gleichbleibendem Filament mit enger Toleranz (±0,05 mm) sind die Unterschiede gering, aber eine schnelle Prüfung pro neuem Spulentyp ist gute Praxis.
Über den Autor
Sergio Peciña ist diplomierter Elektro- und Elektronikingenieur und technischer Konstruktionsingenieur bei Eolas Prints mit über 10 Jahren Erfahrung im 3D-Druck. Er gründete die Maker Spaces der Universität La Rioja und des IDIVAL in Santander. Alle Filamente von Eolas Prints werden im eigenen Werk in Kantabrien, Spanien, nach den Normen ISO 9001 und ISO 14001 hergestellt.
Kalibrieren Sie mit gleichbleibendem Filament enger Toleranz: kaufen Sie PLA | PETG – ±0,05 mm Toleranz, hergestellt in Spanien. Weitere Kalibrierungsanleitungen finden Sie in unserem Fehlerbehebungs- und Kalibrierungszentrum.



