
Ihr Warenkorb
Your cart is empty
Continue shoppingMenü Schublade

Eine Retraktionskalibrierung stimmt ab, wie weit und wie schnell der Extruder das Filament während der Verfahrwege zurückzieht, und beseitigt so die feinen „Fäden“ (Stringing), die zwischen einzelnen Teilen eines Drucks zurückbleiben. Sie drucken ein Testteil, passen die Retraktionsdistanz anhand des sichtbaren Fädenziehens an und wiederholen, bis das Teil sauber herauskommt. Hier ist die vollständige Methode.
Ziel des Retraktionstests ist ein saubereres Teil ohne Materialreste in den Verfahrbereichen des Hotends. Die Slicer-Parameter, die diesen Test beeinflussen, sind hauptsächlich Retraktionsgeschwindigkeit und Retraktionsdistanz. Für beste Ergebnisse führen Sie diesen Test nach der Kalibrierung von Temperatur und Fluss durch, da beide das Fädenziehen beeinflussen.
Wir laden das folgende Teil herunter (Retraccion_Test) und stellen die Druckparameter wie folgt ein:
| Extrusion | Distanz | Geschwindigkeit | 3D-Drucker |
| Kurzer Bowden | 4 mm | 40 mm/s |
Ender 3 oder ähnlich |
| Langer Bowden | 4 mm | 40 mm/s |
CR10, Tevo Tornado oder ähnlich |
| Direkt | 1 mm | 35 mm/s |
Prusa MK3s, Artillery X1 oder ähnlich |
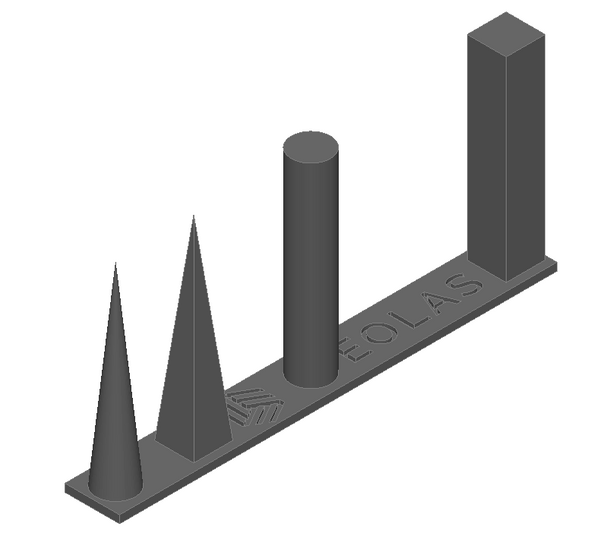
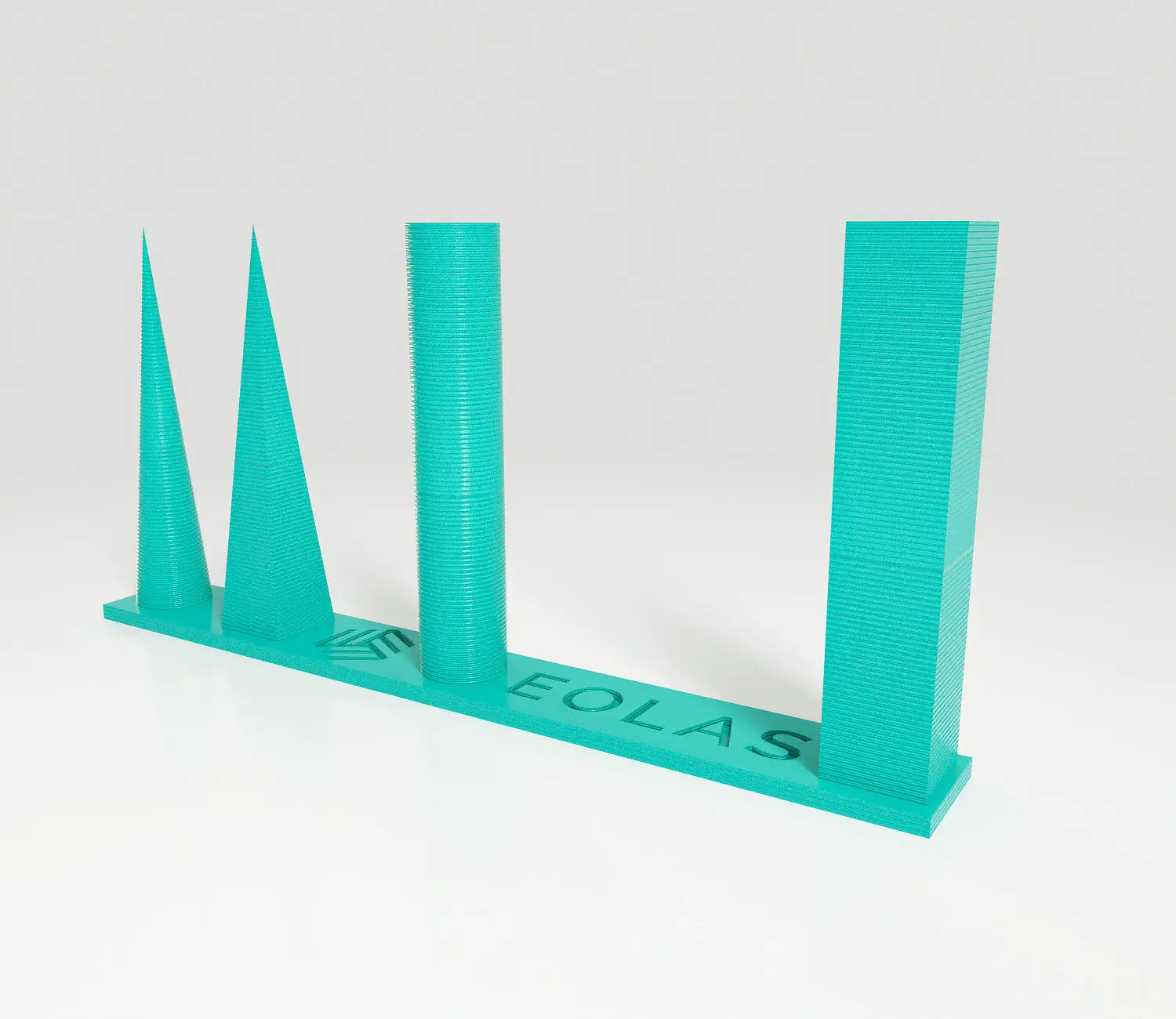
Am fertigen Teil betrachten wir die Menge der „Fäden“, die zwischen den verschiedenen Formen entstanden sind (nächstes Bild). Anschließend passen wir die Retraktionsdistanz an:
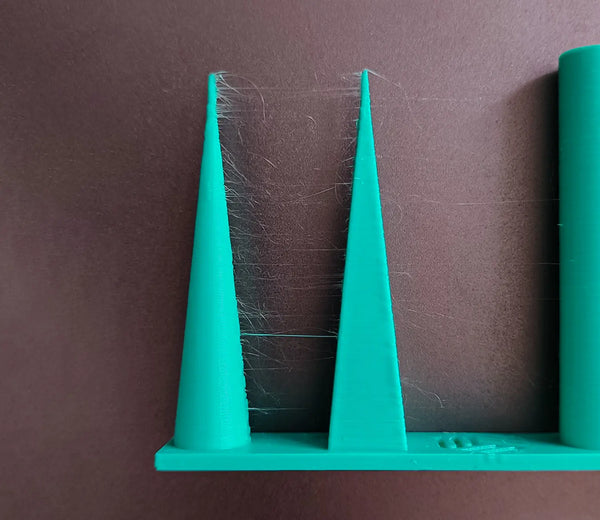
Wir drucken das Teil erneut mit den neuen Retraktionsdaten und prüfen es. Anschließend wiederholen wir diese Iteration mehrmals, bis es keine Fäden mehr zwischen den Formen des Teils gibt und die Retraktionswerte so konservativ wie möglich sind (je niedriger, desto besser).
Im folgenden Beispiel wurden nach mehreren Iterationen mit einer Prusa MK3S die folgenden Retraktionsparameter ermittelt: 35 mm/s und 0,9 mm bei einer Temperatur von 205 Grad und einer 0,4-mm-Düse.
Retraktion ist, wenn der Extruder das Filament während eines Verfahrwegs kurz zurückzieht (wenn sich die Düse bewegt, ohne zu drucken). Das baut den Druck in der Düse ab, damit kein geschmolzener Kunststoff austritt und Fäden zwischen den Teilen des Drucks hinterlässt.
Das hängt von Ihrem Extrudertyp ab. Bowden-Setups benötigen wegen des langen PTFE-Schlauchs in der Regel mehr (etwa 4 mm zu Beginn), während Direct Drive viel weniger benötigt (etwa 1 mm). Gehen Sie von diesen Werten aus und reduzieren Sie auf die kleinste Distanz, die noch sauber druckt.
Fädenziehen ist meist eine Kombination aus feuchtem Filament, zu hoher Temperatur und unzureichender Retraktion. Trocknen Sie zuerst das Filament, stellen Sie die Temperatur anhand eines Temperaturturms ein und kalibrieren Sie dann mit diesem Test Retraktionsdistanz und -geschwindigkeit. Niedrigere Temperaturen und ausreichende Retraktion sind die wichtigsten Stellhebel.
Danach. Temperatur und Fluss beeinflussen beide, wie stark das Material Fäden zieht, also kalibrieren Sie diese zuerst (Temperaturturm, dann Flusstest) und führen Sie den Retraktionstest zuletzt mit diesen Einstellungen durch.
Über den Autor
Sergio Peciña ist diplomierter Elektro- und Elektronikingenieur und technischer Konstruktionsingenieur bei Eolas Prints mit über 10 Jahren Erfahrung im 3D-Druck. Er gründete die Maker Spaces der Universität La Rioja und des IDIVAL in Santander. Alle Filamente von Eolas Prints werden im eigenen Werk in Kantabrien, Spanien, nach den Normen ISO 9001 und ISO 14001 hergestellt.
Saubere Retraktion beginnt mit gleichbleibendem Filament: kaufen Sie PLA | PETG – ±0,05 mm Toleranz, hergestellt in Spanien. Weitere Kalibrierungsanleitungen finden Sie in unserem Fehlerbehebungs- und Kalibrierungszentrum.



